1
Известен способ регулирования процесса сварки давлением (контактной точечной и роликовой сварки) в зависимости от изменения физического параметра зоны соединения, а именно по расширению металла литого ядра.
Цель изобретения - повышение качества сварки деталей, образующих при контактировании внутреннюю полость.
Для этого в качестве из.меняемого параметра зоны соединения принимают герметичность внутренней полости, которую непрерывно определяют в процессе сварки.
Кроме того, герметичность определяют по перетеканию через зону соединения гелия, подаваемого в полость.
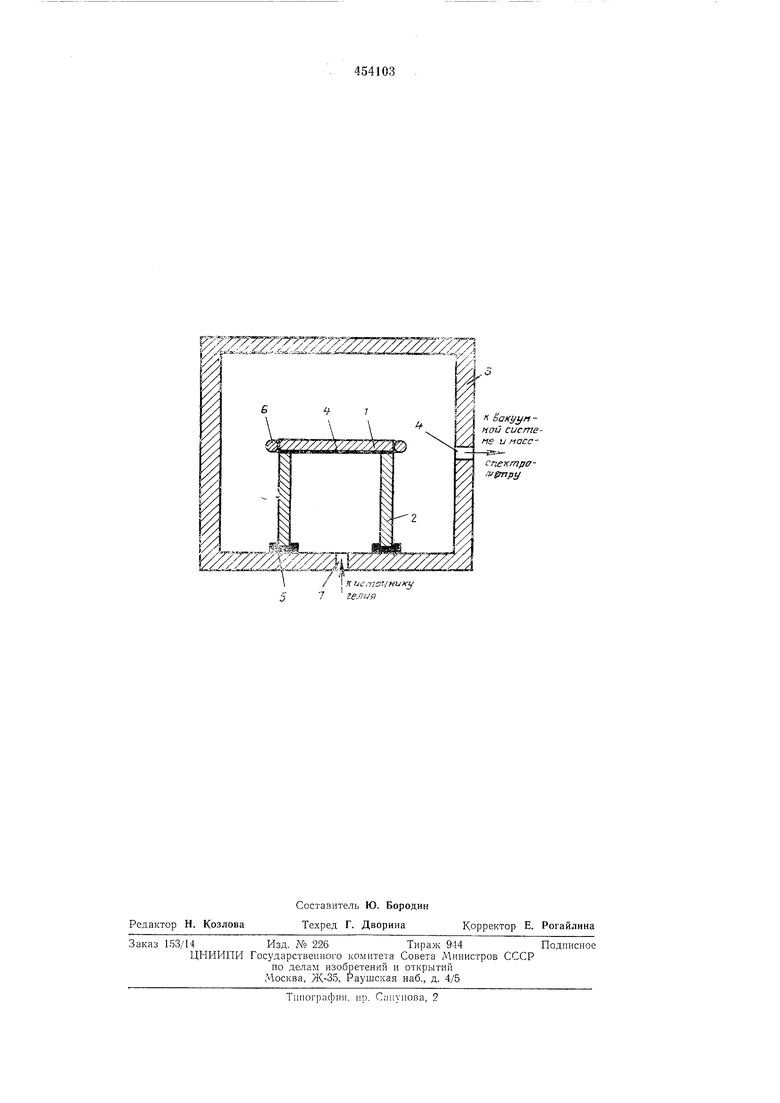
Способ регулирования процесса сварки давлением поясняется чертежом.
Свариваемые детали 1 и 2 устанавливают в камере 3 и, за исключением места соединеНИН, герметизируют с помощью уплотнительных прокладок 4 и 5, затем из камеры откачивают воздух до разрежения I-IQ- - ЫО-5 мм рт. ст. Детали с помощью индуктора 6 нагревают до температуры 0,5-0,8 от температуры плавления наиболее легкоплавкого из соединяемых материалов т: сжимают детали давлением до 10 кг/мм.
Внутреннюю полость через отверстие 7 в стенке камеры сообщают с источником гелия. В случае негерметичности места соединения гелий перетекает из внутренней полости соединяемых деталей в полость камеры и далее в масс-спектрометр, где и регистрируется. После обнаружения негерметичности коррекяируют нервоначальный режи:-л соединения- увеличивают давление, температуру до прекращения перетекания гелия.
Предмет изобретения
1.Способ регулирования процесса сварки давлением, при котором в зависимости от изменения физического параметра зоны соединения в процессе сварки изменяют режим, иреимущественно при диффузионной сварке в вакууме, отличающийся тем, что, с целью повышения качества сварки деталей, образующих при контактировании внутреннюю полость, в качестве изменяемого параметра зоны соединения прпнимают герметичность внутренней полости, которую иеирерывио определяют в процессе сварки.
2.Способ по п. 1, от л и ч а ю щ и и с я тем. что герметичность определяют по перстеканпю через зону соединения гелия, подаваемого в полость.
/ KJcn ff- ШJKi/ l гелия
f ёануупной cue теHs и масс -iS
спектраiTJgmpy
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварочного соединения | 1974 |
|
SU565793A1 |
| ГЕРМЕТИЧНЫЙ КОРПУС ВЫСОКОВАКУУМНОГО ПРЕЦИЗИОННОГО ПРИБОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2356126C1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ | 1996 |
|
RU2109607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2286290C1 |
| СПОСОБ СБОРКИ ВАКУУМНОЙ ОБОЛОЧКИ РЕНТГЕНОВСКОГО ЭЛЕКТРОННО-ОПТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 1999 |
|
RU2149479C1 |
| Способ регулирования процесса сварки давлением | 1979 |
|
SU772770A1 |
| Способ контроля герметичности изделия и устройство для осуществления способа | 2016 |
|
RU2623188C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |