54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВАРКИ
1
Изобретение относится к машиностроению, а именно к контролю параметров режима сварки давлением.
Известен способ регулирования и контроля процесса сварки давлением, при котором режим сварки изменяют в зависимости от величины физического парс1метра зоны соединения, например течи инертного газа или водорода через зону соединения, которую непрерывно измеряют в процессе сварки JJLJ.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ регулирования процесса сварки давлением, при котором непрерывно определяют физические параметры зоны соединения, а именно величину остаточной пластической деформации 2j .
Недостаток способа - невысокая точность.
Цель изобретения - повышение точ ности регулирования процесса сварки
Поставленная цель достигается тем, что производят измерение твердости материсша зоны соединения.
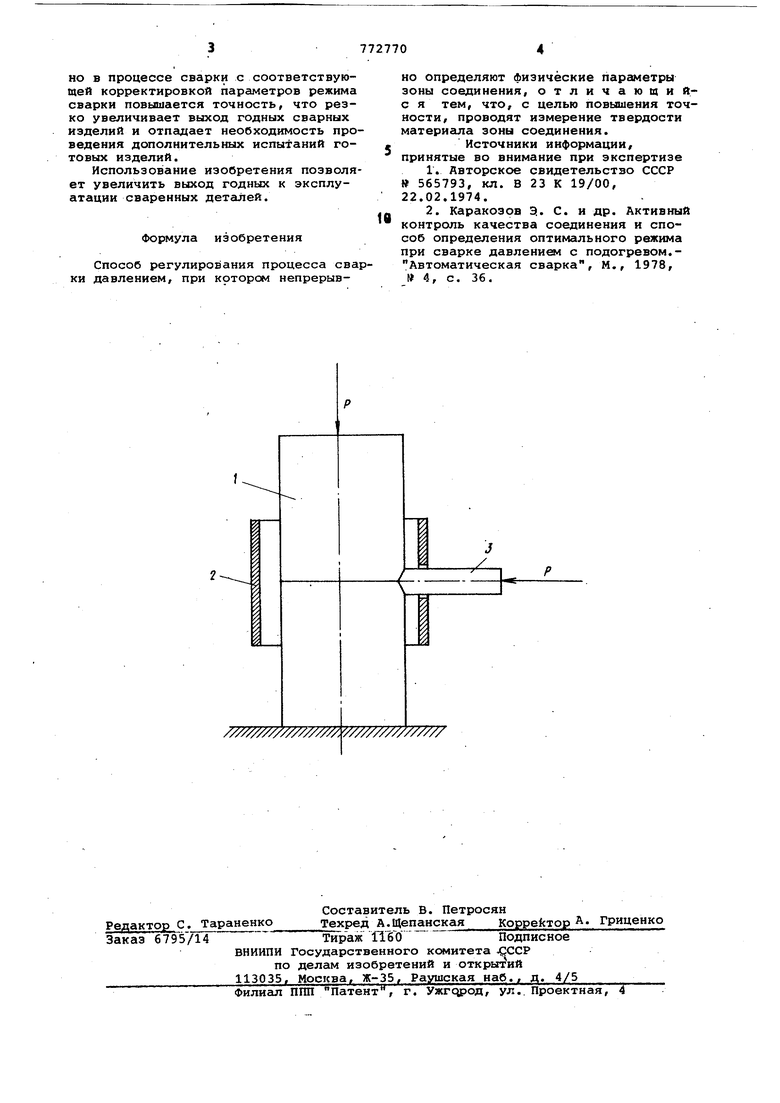
На чертеже показана схема осуществления способа.
Способ осуществляется следующим образом. ДАВЛЕНИЕМ
Свариваемые детали 1 устанавливают в сварочной камере (на чертеже не показана) . Детали 1 с помогцью нагревателя 2 (например, ленточного) 5 нагревают до температуры сварки и сжимают определенным усилием.
В процессе сварки производят замер твердости материала зоны- соединения и близлежащей к ней зоны с мощью индуктора 3 твердомера. В случае несоответствия твердости матЪриала зоны соединения заранее устаг новленной величине производят изменение режима сварки (температуры, 15 усилия, сжатия и времени сварки).
Пример. Производят диффузионную сварку образцов диаметром 15 мм и длиной 30 мм из материала медь МБ. Режим сварки: температура 20 Т , давление Р 1,0 кгс/мм , время сварки t 10 мин.
Замер твердости производят в п|эоцессе св-арки. После охлаждения сзаренные образцы подвергают маханичес25 КИМ испытаниям на растяжение. Образцы, сваренные при указанном режиме имеют твердость И 14,8 кгс/мм и предел прочности 6 в кгс/мм.
Благодаря -измерению характеристики качества сварки непосредственно в процессе сварки с соответствующей корректировкой параметров режима сварки повышается точность, что резко увеличивает выход годных сварных изделий и отпадает необходимость про ведения дополнительных испытаний готовых изделий. Использование изобретения позволя ет увеличить выход годных к эксплуатации сваренных деталей. Формула изобретения Способ регулирования процесса сва ки давлением, при кртором непрерывно определяют физические параметры зоны соединения, отличаюцийс я тем, что, с целью повышения точности, проводят измерение твердости материсша зоны соединения. Источники информации, принятые во внимание при экспертизе Г. Авторское свидетельство СССР 565793, кл. В 23 К 19/00, 22.02.1974. 2. Каракозов Э.. С. и др. Активный контроль качества соединения и способ определения оптимального режима при сварке давлением с подогревом. Автоматическая сварка, М., 1978, 4, с. 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса сварки трением | 1988 |
|
SU1696227A1 |
| Способ управления и контроля процесса контактной сварки | 1985 |
|
SU1320033A1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ С НАГРЕВОМ ДЕТАЛЕЙ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2181647C2 |
| Способ ультразвукового контроля качества сварного соединения при сварке давлением | 1980 |
|
SU889344A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| СПОСОБ ПРОДЛЕНИЯ РЕСУРСА НАДЗЕМНЫХ ТРУБОПРОВОДОВ | 2007 |
|
RU2350832C2 |
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| Способ оптимизации режимов контактной сварки рельсов | 2022 |
|
RU2792955C1 |
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |
/////////////////// //7////
