1
Изобретение относится к станкам для навивки многоироволочных спиралей, преимущественно из профилированной проволоки средней упругости, и может быть использовано для павивки многопроволочной брони гибких валов.
Известное устройство для навивки многопроволочной брони гибких валов на невращающуюся оправку содержит станину, приводимую электродвигателем навивочную головку со свободно сидящими катушками с проволокой, тележку с зажимом для оправки и механизм возврата оправки.
Однако на таком устройстве можно изготавливать отрезки брони, не превышающие длину рабочей части оправки, что значительно снижает производительность последующих технологических ироцессов, например нанесение защитных покрытий. Увеличение длины изготавливаемых отрезков брони приводит к резкому увеличению габаритов станка.
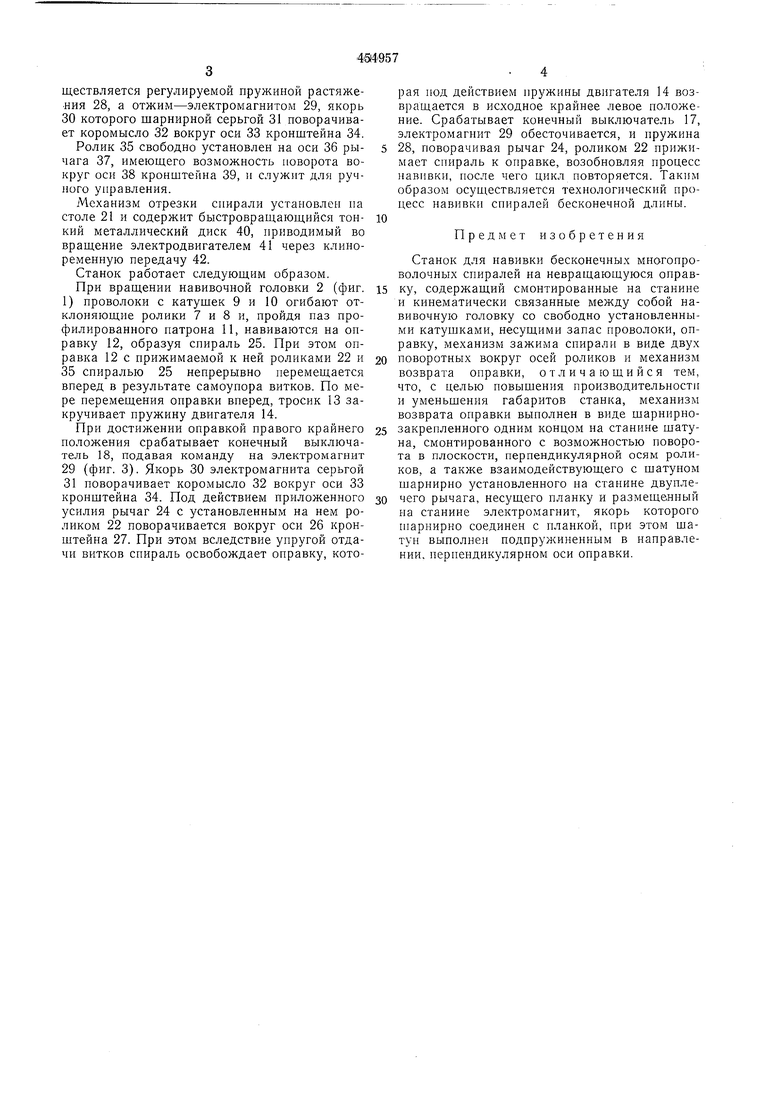
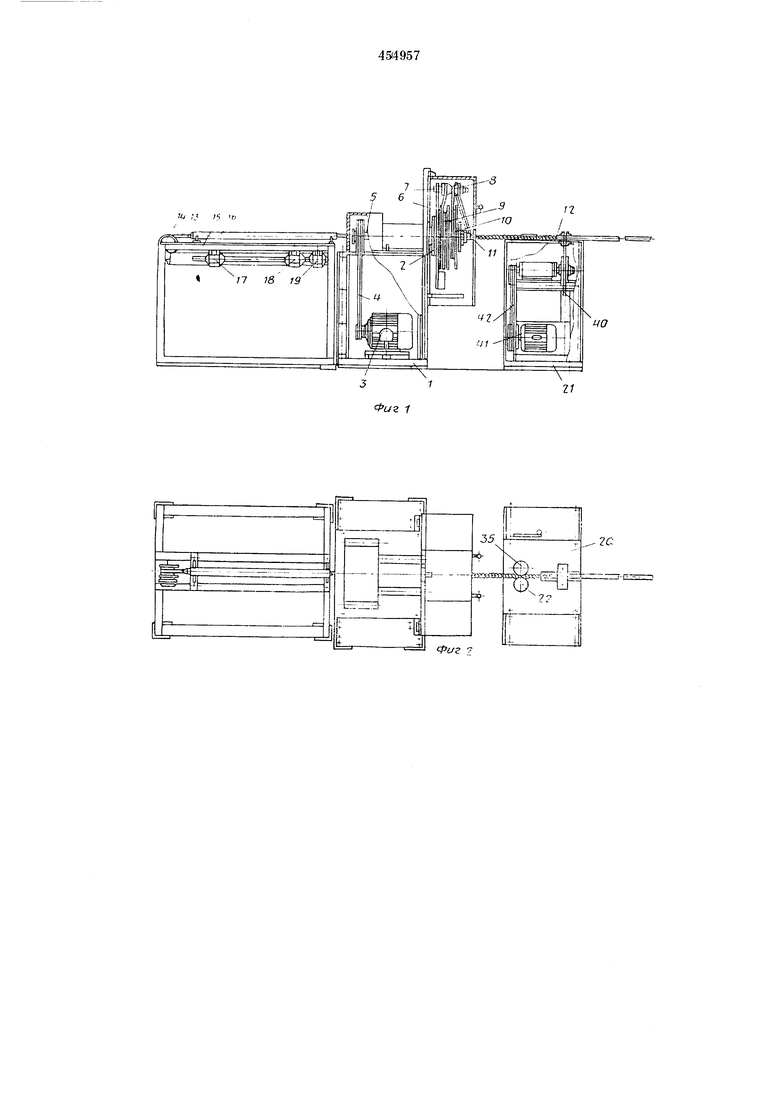
Для повышения производительности п уменьшения габаритов в предлагаемом станке механизм возврата оправки выполнен в впде шарнирно закрепленного однпм концом на станине шатуна, смонтпрованного с возможностью поворота в плоскости, перпендикулярной осям роликов, а также взаимодействующего с ним шарнирно установленного на станине двуплечего рычага, несущего планку, шарнирно соединенную с якорем размещенного на станине электромагнита, при этом шатун выполнен подпружиненным в направлении, перпендикулярном оси оправки. На фиг. 1 показан предлагаемый станок (частичпо в разрезе ); на фиг. 2 - то же, вид в плапе; на фиг. 3 - механизм зажатия сппрали в аксонометрии.
На станине 1 установлена навивочная головка 2, которая приводптся во вращение электродвпгателем 3 через клиноременную передачу 4 и несет на полом цилиндре о укрепленную планшайбу 6 с отклоняющими роликами 7 и 8, свободно сидящие катушки 9 и 10
с проволокой п профилированный патрон И, через осевое отверстие которого проходит оправка 12. Заданный конец оправкп прпсоедпнен троспком 13 к шкиву пружинного двигателя 14, установленного на станине 15, содержащей направляющую трубу 16, рабочие конечные выключатели 17, 18 п дублируюп1,пй конечный выключатель 19. Передний конец оправкп 12 находится на верхней плпте 20 стола 21.
Ролик 22 свободно установлен на осп 23 рычага 24 п служит для прижатия спирали 25 к оправке в процессе навивки. Рычаг 24 имеет возможность поворота в горизонтальной плоскости вокруг оси 26 кронштейна 27, установленного на столе 21. Прижим ролика 22 осуществляется регулируемой пружиной растяжения 28, а отжим-электромагнитом 29, якорь
30которого шарнирной серьгой 31 поворачивает коромысло 32 вокруг оси 33 кронштейна 34.
Ролик 35 свободно установлен на оси 36 рычага 37, имеюш,его возможность поворота вокруг оси 38 кронштейна 39, и служит для ручного управления.
Механизм отрезки спирали установлен па столе 21 и содержит быстровращаюш,ийся тонкий металлический диск 40, приводимый во враш,ение электродвигателем 41 через клиноременную передачу 42.
Станок работает следуюшим образом.
При вращении навивочной головки 2 (фиг. 1) проволоки с катушек 9 и 10 огибают отклоняюш;ие ролики 7 и 8 и, пройдя паз профилированного патрона 11, навиваются на оправку 12, образуя спираль 25. При этом оправка 12 с прижимаемой к ней роликами 22 и 35 спиралью 25 непрерывно перемеш,ается вперед в результате самоупора витков. По мере перемещения оправки вперед, тросик 13 закручивает пружину двигателя 14.
При достижении оправкой правого крайнего положения срабатывает конечный выключатель 18, подавая команду на электромагнит 29 (фиг. 3). Якорь 30 электромагнита серьгой
31поворачивает коромысло 32 вокруг оси 33 кронштейна 34. Под действием приложенного усилия рычаг 24 с установленным на нем роликом 22 поворачивается вокруг оси 26 кронштейна 27. При этом вследствие упругой отдачи витков спираль освобождает оправку, которая под действием пружины дв 1гателя 14 возвращается в исходное крайнее левое положение. Срабатывает конечный выключатель 17, электромагнит 29 обесточивается, и пружина 28, поворачивая рычаг 24, роликом 22 прижимает спираль к оправке, возобновляя процесс навивки, после чего цикл повторяется. Таким образом осуществляется технологический процесс навивки спиралей бесконечной длины.
Предмет изобретения
Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку, содержащий смонтированные на станине и кинематически связанные между собой навивочную головку со свободно установленными катушками, несущими запас проволоки, оправку, механизм зажима спирали в виде двух
поворотных вокруг осей роликов и механизм возврата оправки, отличающийся тем, что, с целью повышения производительности и уменьшения габаритов станка, механизм возврата оправки выполнен в виде шарнирнозакрепленного одним концом на станине шатуна, смонтированного с возможностью поворота в плоскости, перпендикулярной осям роликов, а также взаимодействующего с шатуном шарнирно установленного на станине двуплечего рычага, несущего планку и размещенный на станине электромагнит, якорь которого пшрнирно соединен с планкой, при этом шатун выполнен подпружиненным в направлении, перпендикулярном оси оправки.
111 ,м /5 If, ,f S fc-A
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| СТАНОК ДЛЯ НАМОТКИ ПРОВОЛОЧНЫХ СПИРАЛЕЙНА ТРУБЫ | 1967 |
|
SU189796A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ЛЕНТЫ ПЛОСКИХ СПИРАЛЕЙ | 1971 |
|
SU295595A1 |
| Навивочная головка к машине спирализации для изготовления спиралей с тире | 1978 |
|
SU733815A1 |
F
3
35
2Cs
-jn
HJ
77
7
ущ |да
27
