Изобретение относится к области изготовления пружин из проволоки или ленты.
Известен автомат для изготовления спиральных пружин, содержащий механизмы подачи, отрезки, формовки профильного конуса, а также механизмы навивки ленты на вращающуюся оправку и сбрасывания готовой спирали. Вращение навивочного органа и его продольное перемещение относительно механизма подачи осуществляют кулачково-рычажной системой. Однако такой автомат позволяет навивать пружины только определенной длины и не обеспечивает постоянного зазора между витками.
Предложенный автомат позволяет устранить указанные недостатки за счет того, что механизм вращения оправки выполнен в виде зубчатого сектора, взаимодействующего с сидящей на валу оправки щестерней и щарнирно укрепленного на оси, жестко связанной с тягой, совершающей качательное движение от установленного на неподвижном основании приводного элемента, при этом на секторе в предусмотренном пазу смонтирован ролик, взаимодействующий с копиром, жестко связанным с качающейся тягой и обеспечивающим подъем зубчатого сектора на заданную величину в процессе его вращения.
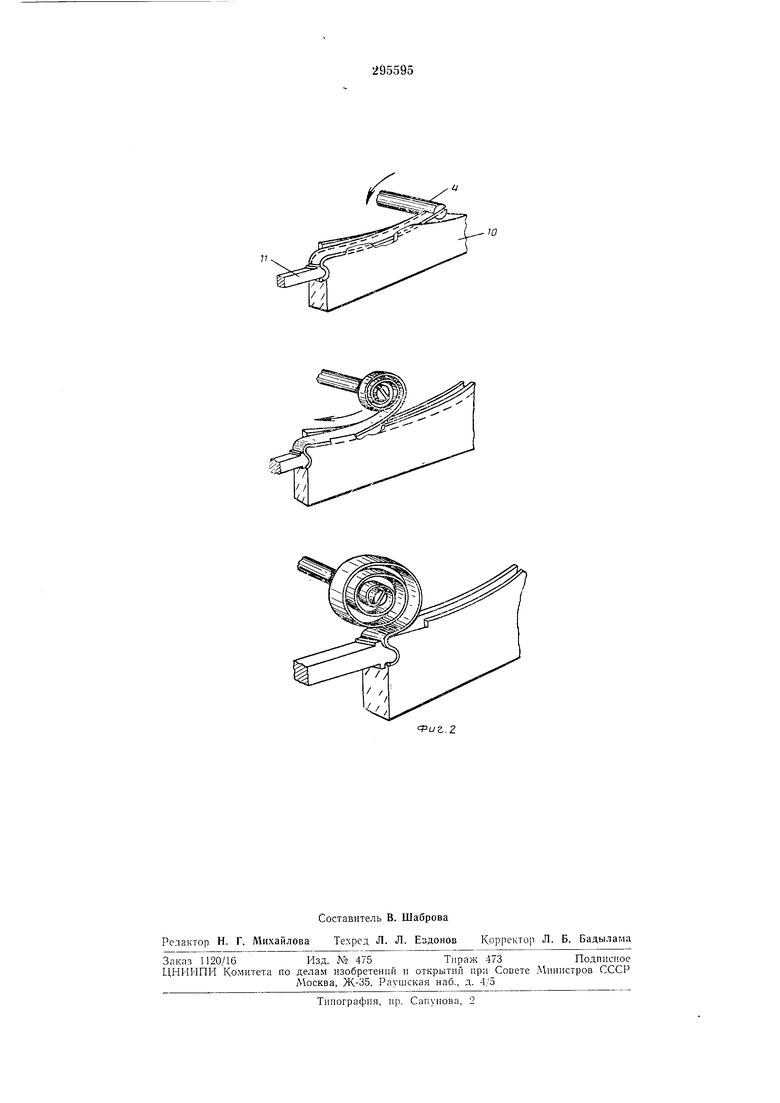
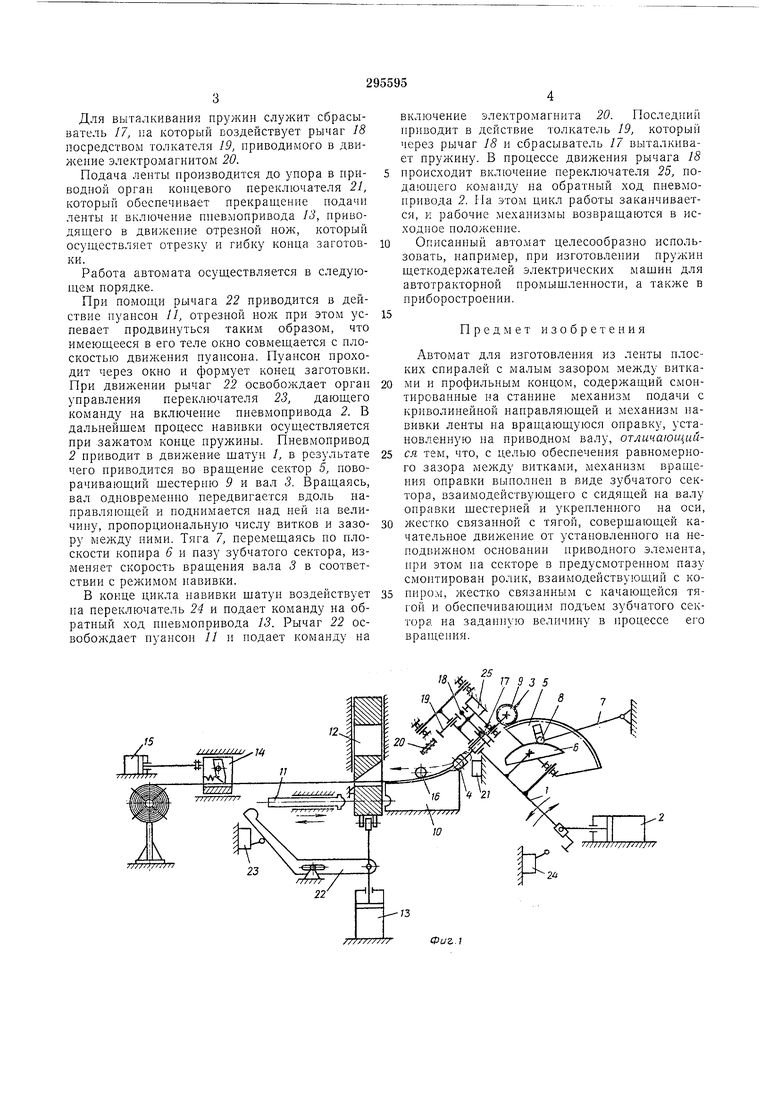
схема автомата; на фиг. 2 последовательно показан процесс навивки спирали.
Автомат включает качающийся шатун /, приводимый в от пневмопривода 2. В средней части шатуна распололсен вал 3 с оправкой 4. К шатуну крепится вращающийся зубчатый сектор 5, имеющий радиальный паз, и копир 6. По копиру скользит своим передним концом тяга 7, второй конец которой
закреплен щарнирно на станине. Тяга снабл-:епа роликом 8, передвигающимися по радиальному пазу сектора. При вращении сектора вращается и шестерня 9, жестко сидящая на валу 3 и находящаяся в зацеплении
с сектором.
Для направления ленты и удерл ания ее в процессе навивки служит направляющая 10, снаблсенная по плоскости ленты буртиками.
Для формовки конца спирали и отрезки ленты служит пуансон У/ и отрезной нол 12 с пневмоприводом 13, при этом матрицей служит задний торец направляющей 10.
Подача ленты осуществляется при помощи
подающего механизма 14 с пневмоприводом 15. Направление ленты в паз оправки производится при помощи ирижимного ролика 16 и утопающего мехаиизма (на чертеже не показан), поднимающих в начале навивки конец
Для выталкивания пружин служит сбрасыватель 17, на который воздействует рычаг 18 посредством толкателя 19, приводимого в движение электромагнитом 20.
Подача лепты производится до упора в приводной оргап концевого переключателя 21, который обеспечивает прекращение подачи ленты и включение пневмопривода 13, приводящего в движепие отрезной нож, который осуществляет отрезку и гибку конца заготовки.
Работа автомата осуществляется в следуюnj,eM порядке.
При помощи рычага 22 приводится в действие пуансон //, отрезной ноле при этом успевает продвинуться таким образом, что имеющееся в его теле окно совмещается с плоскостью движения пуансона. Пуансон проходит через окно и формует конец заготовки. При движении рычаг 22 освобождает орган управления переключателя 23, дающего команду на включение пневмопривода 2. В дальнейщем процесс навивки осуществляется цри зажатом конце пружины. Пневмопривод 2 приводит в движение щатун 1, в результате чего приводится во вращение сектор 5, поворачивающий щестерню 9 и вал 3. Вращаясь, вал одновремеппо передвигается вдоль направляющей и поднимается над ней на величину, пропорциональную числу витков и зазору между ними. Тяга 7, перемещаясь по плоскости копира 6 и пазу зубчатого сектора, изменяет скорость вращения вала 3 в соответствии с режимом навивки.
В конце цикла навивки щатун воздействует на переключатель 24 и подает команду на обратный ход пневмопривода 13. Рычаг 22 освобождает пуансон )/ и подает команду на
включение электромагнита 20. Последний приводит в действие толкатель 19, который через рычаг 18 и сбрасыватель 17 выталкивает пружину. В процессе движения рычага 18 происходит включение переключателя 25, подающего команду на обратный ход пневмопривода 2. Па этом цикл работы заканчивается, и рабочие механизмы возвращаются в исходное положепие.
Описаиный автомат целесообразно использовать, например, при изготовлении пружин щеткодержателей электрических мащин для автотракторной промыщленности, а также в приборостроении.
Предмет изобретения
Автомат для изготовления из ленты нлоских спиралей с малым зазором между витками и профильным концом, содержащий смонтированные на станине механизм подачи с криволинейной направляющей и механиз.м навивки ленты на вращающуюся оправку, установленную на приводном валу, отличающийся тем, что, с целью обеспечения равномерного зазора между витками, механизм вращения оправки выполиен в виде зубчатого сектора, взаимодействующего с сидящей на валу оправки щестерней и укрепленного на оси,
жестко связанной с тягой, совершающей качательное движение от установленного на неподвижном основании приводного элемента, при этом на секторе в предусмотренном пазу смонтирован ролик, взаимодействующий с коnnpo.vi, жестко связанным с качающейся тягой и обеспечивающим подъем зубчатого сектора на заданную величину в процессе его вращепия. %,/ 7 5J 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |
| ПРУЖИКОНАВЙВОЧНЫЙ АВТОМАТ | 1968 |
|
SU211508A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для изготовления демпферных и шультерных пружин | 1961 |
|
SU147569A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |