Изобретение относится к области сварки и предназначено для соединения пересекающихся арматурных стержней.
Известен способ контактной точечной сварки путем двустороннего встречного пропускания тока через зону сварки и сжатия свариваемых соединений с помощью электродов, соединенных токоподводами с двумя трансформаторами.
Цель изобретения - устранение шунтирующего влияния одного из свариваемых стержней, а также повыщение производительности.
Это достигается тем, что сварку четырех пересечений стержней осуществляют без изменения положения соответствующих им электродов путем переключения питания одного из трансформаторов между включениями сварочного тока, при этом соединяют токоподводами попарно верхние и нижние электроды параллельно свариваемым стержням.
Изобретение поясняется чертежом.
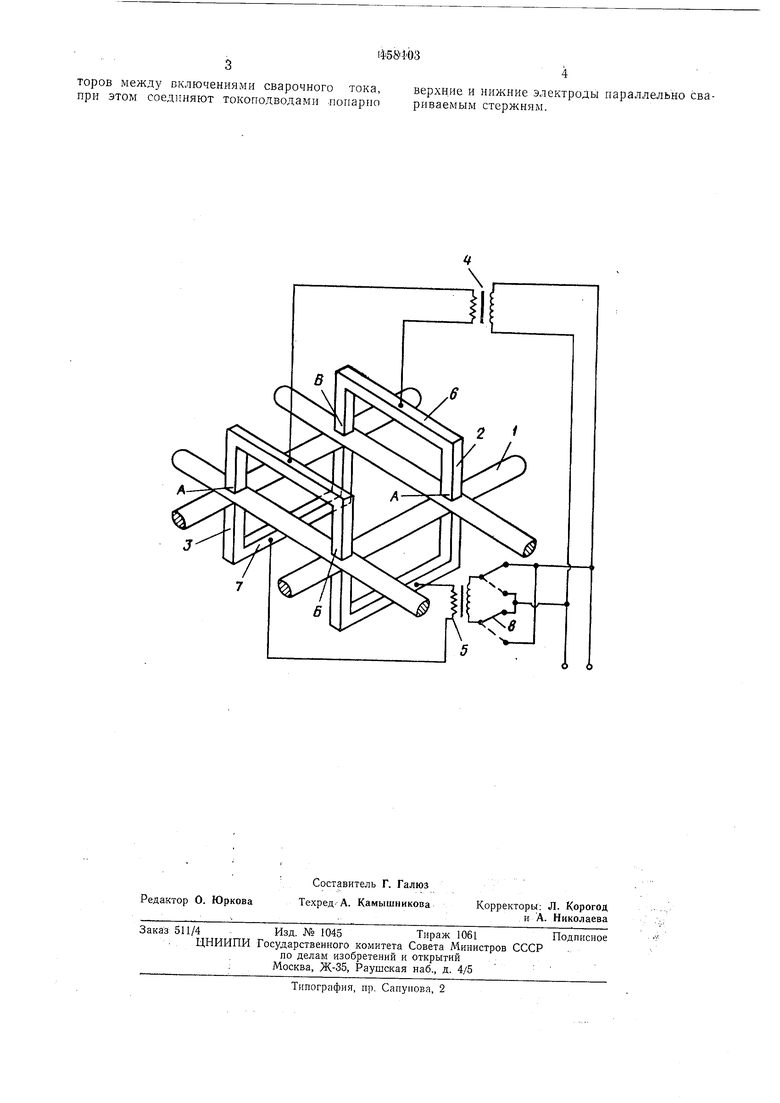
Электрический ток подводится к местам пересечения стержней 1 верхними 2 и нижними
3электродами от сварочных трансформаторов
4и 5. Токоподводы 6 и 7 присоединены к верхним и нижним электродам параллельно соответствующим стержням 1. В систему питания трансформатора 5 встроен переключатель 8.
После сжатия электродами 2 и 3 в местах пересечения стержней 1 включается сварочный ток. При указанном на чертеже положении переключателя 8 сварка осуществляется в диагонально расположенных перес -чениях А.
После изменения положения переключателя 8 снова включается сварочный ток. Сварка происходит в пересечениях Б. Так как участки стержней между свариваемыми пересечениями связаны с электродами, по которым протекает ток одного направления, шунтирующее влияние их устранено.
15
Предмет изобретения
Способ контактной точечной сварки преимущественно пересекающихся арматурных стержней путем двустороннего встречного пропускания тока через зону сварки и сжатия свариваемых соединений с помощью электродов, соединенных токоиодводами с двумя трансформаторами, отличающийся тем, что, с целью устранения шунтирующего влияния свариваемых стержней и повышения производительности, сварку четырех пересечений стержней осуществляют без изменения положения соответствующих им электродов путем переключения питания одного из трансформаторов между включениями сварочного тока, при этом соединяют токоподводами логгарпо
верхцие и нижние электроды параллельно свариваемым стержням.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения анкеров на арматурных стержнях | 1981 |
|
SU1069914A1 |
| Клещи для контактной точечной сварки | 1977 |
|
SU737161A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Способ контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1088900A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1119809A1 |
| Устройство для сварки арматурных сеток | 1973 |
|
SU547269A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU863246A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |