Изобретение относится к способам контактной сварки, в частности к способу контактной сварки пространственных арматурных каркасов с непр рьганой навивкой по спирали поперечн арматуры на продольные стержни. Известен способ контактной сварк арматурных каркасов, эаключанлцийся в предварительной заготовке поперечной арматуры по форме сечения каркаса с формированием углов, уста новке поперечной арматуры на продольные стержни с последующей контактной сваркой пересечений и поворотом каркаса С J. Предварите ль нзгю заготовку попере ной арматуры по этому способу произ водят на отдельном посту, а ее уст новку на продольные стержни - вруч ную,в результате чего снижается про изводительность. Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ контактной сварки, пространственных арматурных каркасов, согласно которому на продольные стержни наматывают по спирали поперечную а|)матуру под заданным углом формирования каркаса и осуществляют их контактную точечную сварку путем пропускания тока через участок их пересечения L2J, При формировании углов каркаса в поперечной арматуре возникают силы от упругих деформаций, воздействуя на сваренные пересечения, раз рушают их, в результате чего после окончания изготовления каркаса необходимо дополнительно приваривать пересечения или вращать каркас на малых оборотах, т.е. не более 4 об/мин, что снижает производитель ность. Цель изобретения - повышение производительности. Поставленная цель- достигается тем, что согласно способу контактно сварки пространственных арматурных каркасов, при котором на продольные стержни наматывают по спирали поперечную арматуру под заданным угло формирования каркаса и осуществляют их контактную точечную сварку .путем пропускания тока через участок их пересечения, в процессе сварки за каждьм .участком пересечения через отр-езок поперечной арматуры длиной 0,3-0,9) диаметра продольного стер ня пропускают дополнительный сва1рочный ток плотностью 20-35 А до нагревания этого отрезка до температуры, при которой модуль упругости материала поперечной арматуры снижается в 1,5-2,5 раза. На фиг.1 показана схема вьтолнения способа сварки; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел Т на фиг.2; на фиг.4 - то же,момент окончания сварки. Способ осуществляют следующим образом. Продольные стержни 1 укладывают на пазы барабана 2, закрепленного на приводном диске 3, и под роликовый электрод 4 пропускают конец поперечной арматуры 5, который прижимают этим электродом к одному из продольных стержней. Одновременно поперечную арматуру прижимают к следующему кЬнтакту 6, подключенному гибкой шиной 7 к вторичной обмотке сварочного трансформатора 8, два других вывода которой посредством гибких шин 9 и 10 подключены соответственно к роликовому электроду 4 и диску.3. Концы продольных стержней 1 закрепляют в торцовом зажиме приводной каретки 12.Затем включают устройство,в результате чего барабан 2 начинает вращаться вокруг оси арматурного, каркаса 13, а каретка 12 - перемещаться вдоль этой оси, при этом каркас 13 совершает вращательно-поступательное перемещение, а поперечная арматура спирально навивается на продольные стержни. При непрерьгоном вращении барабана 2 углы 14 арматурного каркаса последовательно набегают на роликовый электрод 4, который сжимает свариваемое пересечение 15 с требуемым усилием. Одновременно с сжатием пересечения включает сварочный трансформатор 8, при этом расчетное количество сварочного тока к свариваемому пересечению подают частями по двум цепям, Одну уастъ от шины 9 через свариваемое пересечение 15 пропускают к шине 10, а другую часть сварочного тока плотностью 20-35 А от шины 7 пропускают через отрезок 16 поперечной арматуры 5 длиной (0,3-0,9) диаметра продольного стержня,расположенного походу вращения за точкой сварки, и свариваемое пересечение 15 также к шине 10, в результате чего 310 ток п ютностью 20-35А, проходя через отрезок 16, нагревает его до температуры, при которой модуль упругости поперечной арматуры 5 уменьшится в 1,25-2,5 раза, и проходит через свариваемое пересечение, увеличивает плотность первой части, т.е. основно го сварочного тока, что обеспечивает одновременный нагрев отрезка 16 и сварку пересечения. Когда модуль упругости уменьшится в 1,25-2,5 раза, момент сопротивлени отрезка 16 станет равным величине изгибающего момента, задаваемого раз мером плеча и силой давления роликового электрода 4 (см.фиг.4), в результате чего отключится ток и начнется быстрое изгибание поперечной арматуры 5 вокруг продольного стержн при этом выбранная длина отрезка величиной (0,3-0,91 диаметра продольног стержня обеспечивает снятие усилий со свариваемой точки в процессе всег контактирования электрода с попереч ной арматурой в данном пересечении. Снижение модуля упругости каждого отрезка; 16 путем исключения отрьгоаю щих усилий на свариваемую точку позволяет как в процессе сварки, так и после окончания производить быстрое формирование угла поперечной арматуры, т.е. позволяет совместить время на кристаллизацию расплавленного металла каждой свариваемой точки с временем формирования угла. Одновременное пропускание сварочного тока от электд)ода 4 и через отрезок 16 от контакта 6 обеспечивает равномерное нагревание отрезка по всей его длине, что обеспечива ет формирование угла с минимальным усилием прижатия. Это объясняется тем, что отвод тепла от участка 16 в сторону стержня Т запирается свариваемым пересечением 15. При длине отрезка 16 меньше 0,3 диаметра продольного стержня упругая часть (ненагретая ) поперечной арматуры 5 приближается к свариваемому пересечению 15, в результате чего реактивные силы, возникающие при формировании угла, отрывают сварную точку, а при длине отрезка 16 больше 0,9 диаметра продольного стержня ненагретая часть поперечной арматуры отклоняется вовнутрь каркаса,что недопустимо. При этом при снижении модуля упругости меньше, чем 1,25 раза. 0 . 4 упругие силы в стержне резко возрастают,, что приводит к возникновению упругих деформаций, которые отры-. вают поперечную арматуру от продольного стержня в зоне сварки, а снижение модуля зтругости больше, чем в 2,5 раза, приводит к появлению пластических деформаций, т.е. к снятию поперечной арматуры, что недопустимо . При снижении сварочного тока, пропускаемого через отрезок 16, меньше 20 А необходимо резко увеличить плотность основного тока, в результате чего происходит перегрев металла в контакте с электродом 4, поскольку в этой зоне ток проходит лишь через точку касания, а увеличение части тока больше 35 А приводит к резкому перегреву отрезка 16, что недопустимо. Пример . Диаметры продольных стержней 20 мм и поперечной арматуры 5 мм. Дпина отрезка 18 мм (0,9 диаметра). Расчетная плотность сварочного тока 55 А. Плотность тока, прокодящего через отрезок, 35 А. Модуль упругости 1,7x10. Используя формулу Джоуля-Ленца и-подбирая по выбранному модулю упру гости требуемое количество тепла для нагрева отрезка до 520°С, определяют время для пропускания тока, которое равно 0,15 с. Получив исходные данные задают программу в устройство для вьшолнения способа. При этом свариваемые пересечения поочередно набегают на роликовый электрод, которьй обеспечивает сжатие пересечения и подвод части сварочного тока плотностью 20 А в течение 0,15 с. Одновременно с подачей сварочного тока через отрезок 16 подают другую часть сварочного тока плотностью 35 А, которьй нагревает отрезок до 520 С,в результате чего модуль упругости поперечной арматуры (отрезка 16) снижается до 1,7x10 , что снижает пластическую жесткость арматуры в 4,3 раза. С уменьшением пластической жесткости резко снижается момент сопротивления арматуры, в результате чего Под действием силы давления (фиг.4) происходит формирование угла каркаса без зн&чительных усилий на свариваемое пересечение 15, которое еще не успело получить достаточную 1 прочность, т.е. не успело перекри108сталлизоваться после оплавления металлов. Таким образом, применение предлагаемого способа позволяет исключить действие отрывающих усилий на свариваемую точку, что в- результате совмещения по времени операций кристаллизации пересечения с формированием угла, а также увеличения скорости сварки путем снижения динамических нагрузок от снижения модуля упругости на нагретом участке повышает производительность до 2 раз. Это позволяет высвободить одного рабочего со средней зарплатой 2000 руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1426726A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1974 |
|
SU595043A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Устройство для контактной сварки | 1976 |
|
SU659317A1 |
| Устройство для сварки объемных арматурных каркасов | 1988 |
|
SU1593842A1 |
| Установка для изготовления арматурных каркасов | 1982 |
|
SU1081320A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU863246A1 |

СПОСОБ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АЙЙАТ ТНЫХ КАРКАСОВ, согласно которому -на продольные Г и стержни наматывают по спирали поперечную арматуру под заданным углом формирования каркаса и осуществляют их контактную точечную сварку путем пропускания тока через участок их пересечения,р тличающийс я тем, что, с целью повышения производительности, в процессе сварки за калздым участком пересечения через . отрезок поперечной арматуры длиной 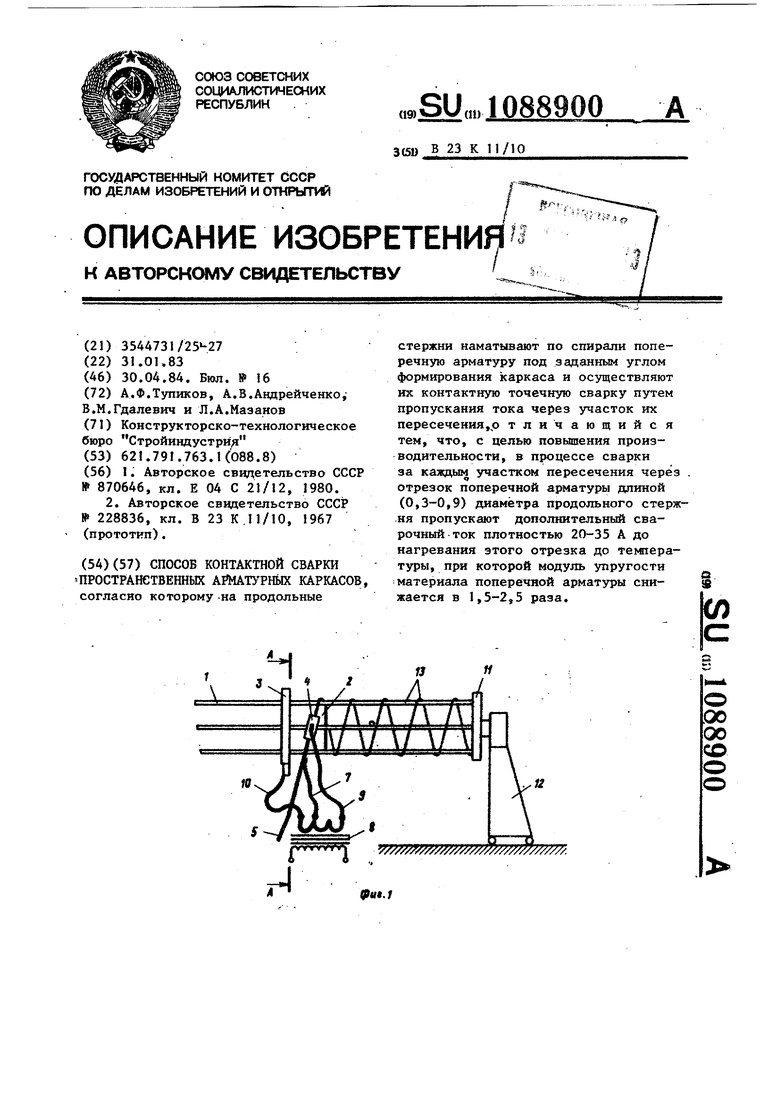
(put. 2
| I | |||
| Способ изготовления арматурных каркасов колонн | 1979 |
|
SU870646A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское сввдетельство СССР № 228836, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
