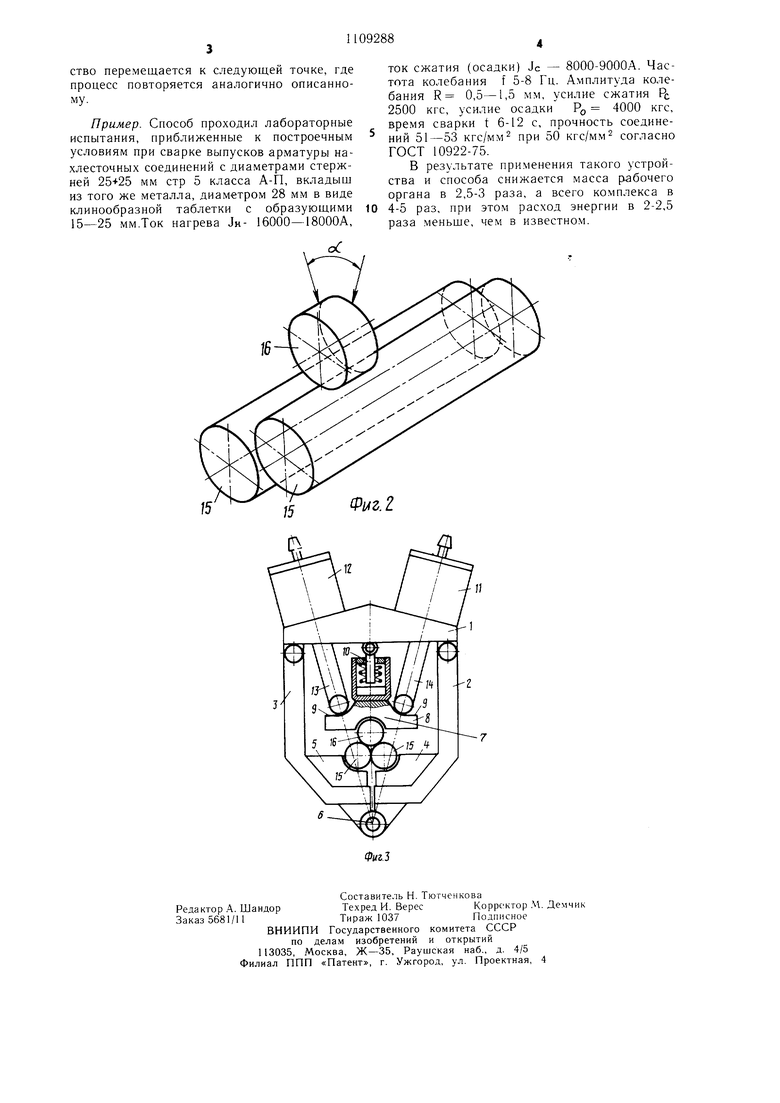
Изобретение относится к контактной электросварке, в частности к способам и оборудованию для контактной точечной сварки нахлесточных соединений стержневой арматуры, выполняемых при монтаже железобетонных изделий. На строительных объектах при соединении крупных железобетонных изделий между собой с помощью выпусков стержневой арматуры использование оборудования контактной сварки весьма ограничено из-за его большой массы, габаритов и энергоемкости. Наиболее близким к изобретению является способ контактной точечной сварки, преимущественно нахлесточных соединений стержневой арматуры, включающий сборку стержней внахлестку, нагрев путем пропускания через стержни тока и сжатие 1. Известно устройство для контактной точечной сварки стержневой арматуры, содержащее щарнирно закрепленные на корпусе два рычага, несущие сварочные электроды, и установленный на корпусе третий сварочный электрод, связанный с приводом сжатия 2. Известное устройство не обеспечивает качественную сварку стержней внахлест посредством вкладыша, которому сообщают дополнительные колебания, способствующие интенсивному и экономному нагреву свариваемых стержней и вкладыша. Целью изобретения является повышение качества сварки и снижение энергозатрат. Поставленная цель достигается тем, что согласно способу контактной точечной сварки, преимущественно нахлесточных соединений стержневой арматуры, включающему сборку стержней внахлестку, нагрев путем пропускания через стержни тока и сжатие, на стержни помещают вкладыш, который в процессе пропускания тока нагрева колеблют в плоскости параллельной плоскости, касательной к поверхностям стержней, попеременно отрывая его от одного и от другого стержня на расстояние образования микродуг, при нагреве поверхностей стержней до температуры плавления колебания вкладыша прекращают, ток нагрева снижают в два раза по сравнению с начальным значением и прикладывают усилие сжатия. Кроме того, вкладьпи выполняют в ви.а,е усеченного конуса. Устройство для контактной точечной сварки, содержащее шарнирно закрепленные на корпусе два рычага, несущие два сварочных электрода, и установленный на корпусе третий сварочный электрод, связанный с приводом сжатия, снабжено закрепленным на концах рычагов замковым механизмом для фиксации рычагов друг относительно друга, третий сварочный электрод выполнен в виде щарнирно установленного на корпусе и подпружиненного к нему коромысла с криволинейными нерабочими поверхностями плечей, а привод сжатия выполнен в виде размещ.енных на корпусе двух пневмоцилиндров, штоки которых расположены под углом один к другому и установлены с возможностью воздействия на соответствующие криволинейные поверхности плечей коромысла. На фиг. 1 представлена схема осуществления способа; на фиг. 2 - свариваемые стержни и вкладыши; на фиг. 3 - устройство для осуществления способа. Способ заключается в следующем. Вкладьци устанавливают на стержни или концы выпусков арматуры, расположенные внахлестку. Ток нагрева и сжатия пропускают через стержни и вкладыш, которые находятся между электродами. Усилия для колебания и сжатия прикладывают к двум точкам на образуюшей поверхности вк.гадыша. Линии усилия проходят через точки приложения усилия под углом 5-15° к линии равнодействующего усилия. Готовое соединение из двух стержней, как правило, имеет не менее двух сварных точек. Устройство для контактной точечной сварки содержит корпус 1, установленные на нем рычаги 2 и 3 с закрепленными на них сварочными электродами 4 и 5. Рычат 2 и 3 снабжены замковым механизмом 6 для фиксации рычагов во время сварки. На корпусе 1 закреплен третий сварочный электрод 7, выполненный в виде коромысла 8 с криволинейными поверхностями 9, коромысло подпружинено пружиной 10 к корпусу 1. На корпусе 1 установлены два пневмоцилиндра 11 и 12, штоки которых 13 и 14 воздействуют на плечи коромысла 8. Усройство работает следующим образом. Разъединяется замковый .механизм 6, разводятся р151чаги 2 и 3 с электродами 4 и 5 и захватываются выпуски стержневой арматуры 15 же.чезобетонного изделия, сводятся электроды 4 и 5 и закрывается ;-1амковый механизм 6. Далее устанавливается вклaдыпJ 16 электрод 8, включаются пневмоприводы 11 и 12 и сварочный ток. При этом с помоп1ью системы управления осуществляется попеременное возвратно-поступательное движение штоков 13 и 14. Происходят колебания вкладьпией 16 и его разогрев в местах соприкосновения с поверхностью стержней и вдавливание в них. Затем одновре.мепным включением обоих приводов 11 и 12 осундествляется сжатие с определенной выдержкой до получе1 ия сварного соединения. По окончании цикла сварки приводы сжатия п электрод 8 возвращаются в исходное 11.1ложенне, размыкается замок 6, высвобождая сварное соединение, и все устрой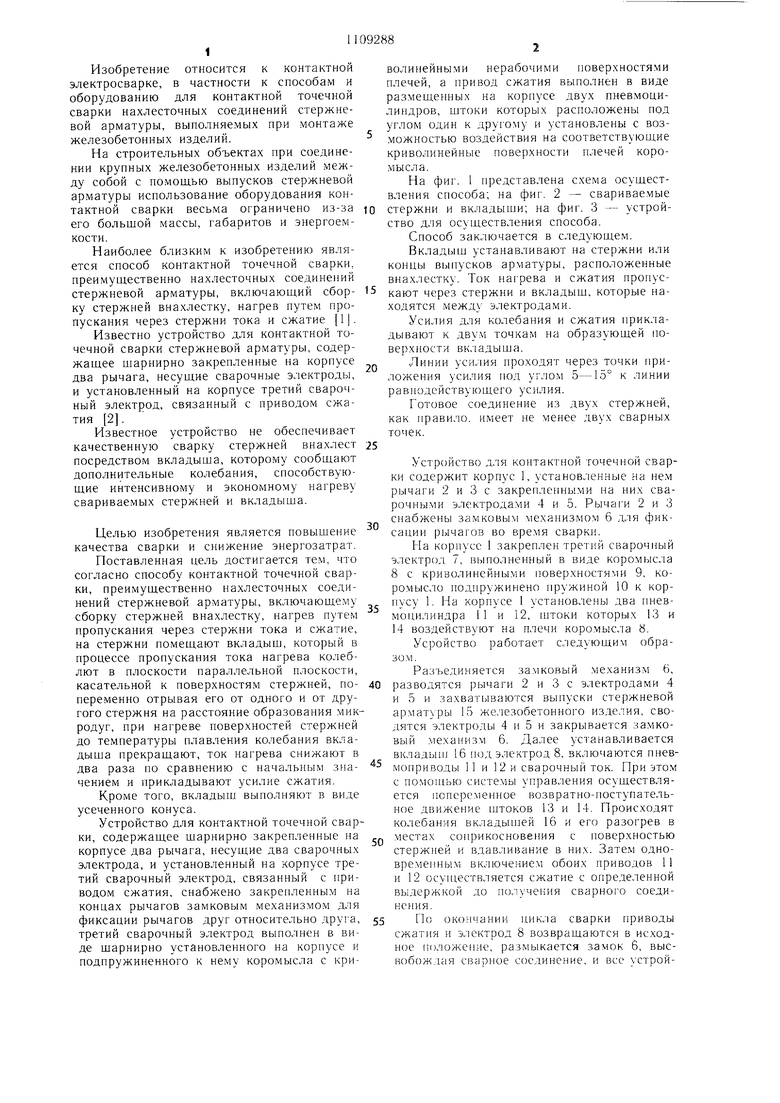
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| Способ контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1088900A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Устройство для многоточечной контактной электросварки | 1948 |
|
SU73722A1 |
| Головка для контактной точечной сварки | 1984 |
|
SU1191225A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1533844A1 |
| Способ изготовления электрода для контактной точечной сварки | 1990 |
|
SU1748977A1 |
1. Способ контактной точечной сварки, преимущественно нахлесточных соединений стержневой ар.матуры, включаюший сборку стержней внахлестку, нагрев путем пропускания через стержни тока и сжатие, отличающийся те.м, что, с целью повышения качества сварки и снижения энергозатрат, на стержни по.мещают вкладыш, который в процессе пропускания тока нагрева колеблют в плоскости параллельной плоскости, касательной к поверхностям стержней, попере.менно отрывая его от одного и от другого стержня на расстояние образования /7///А микродуг, при нагреве поверхностей стержней до температуры плавления колебания вкладыша прекран1ают. ток нагрева снижают в два раза по сравнению с начальным значением и прикладывают усилие сжатия. 2.Способ по п. 1, отличающийся тем. что вкладыш выполняют в виде усеченного конуса. 3.Устройство для контактной точечной сварки, преимущественно нахлесточных соединений стержневой арматуры, содержащее шарнирно закрепленные на корпусе два рычага, несущие сварочные электроды, и установле1П ый на корпусе третий сварочный электрод, связанный с приводом сжатия, отличающееся тем, что, с целью повышения качества сварки и снижения энергозатрат, оно снабжено закрепленным на концах рычагов замковым механизмом для фиксации рычагов дру1- относительно друга, третий сварочный электрод выполнен в виде njapнирно установленного на корпусе и подпружиненного к нему коромысла с криволинейными нерабочими поверхностями плечей, а привод сжатия выполнен в виде размещенных на корпусе двух пневмоцилиндров. штоки которых расположены под углом один к другому и установлены с возможностью воздействия на соответствующие криволинейные поверхности нлечей коромысла. //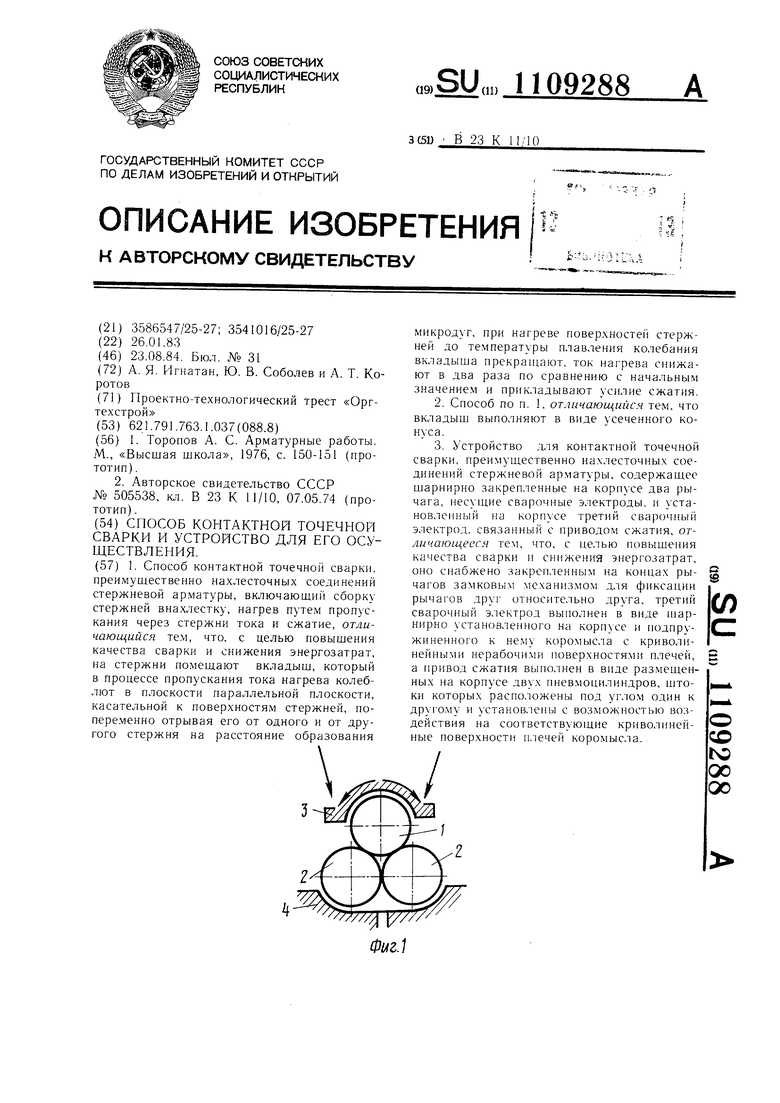
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Торопов А | |||
| С | |||
| Арматурные работы | |||
| М., «Высшая школа, 1976, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU505538A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
