1
Изобретение относится к способам правки длинномерных изделий несимметричного сечения.
Известен способ правки длинномерных изделий путем деформации его в направлениях, перпендикулярных к его продольной оси.
Однако по известному способу невозможна правка изделий несимметричного сечения изза большой скручиваемости металла при правке в результате несовпадения главной оси инерции с плоскостью изгиба, а также нельзя изменять величину деформации в направлении любой стороны сложного сечения.
Это снижает производительность и качество металла.
С целью повышения производительности и качества металла за счет исключения скручивания величину деформации в каждом из направлений в процессе правки изменяют.
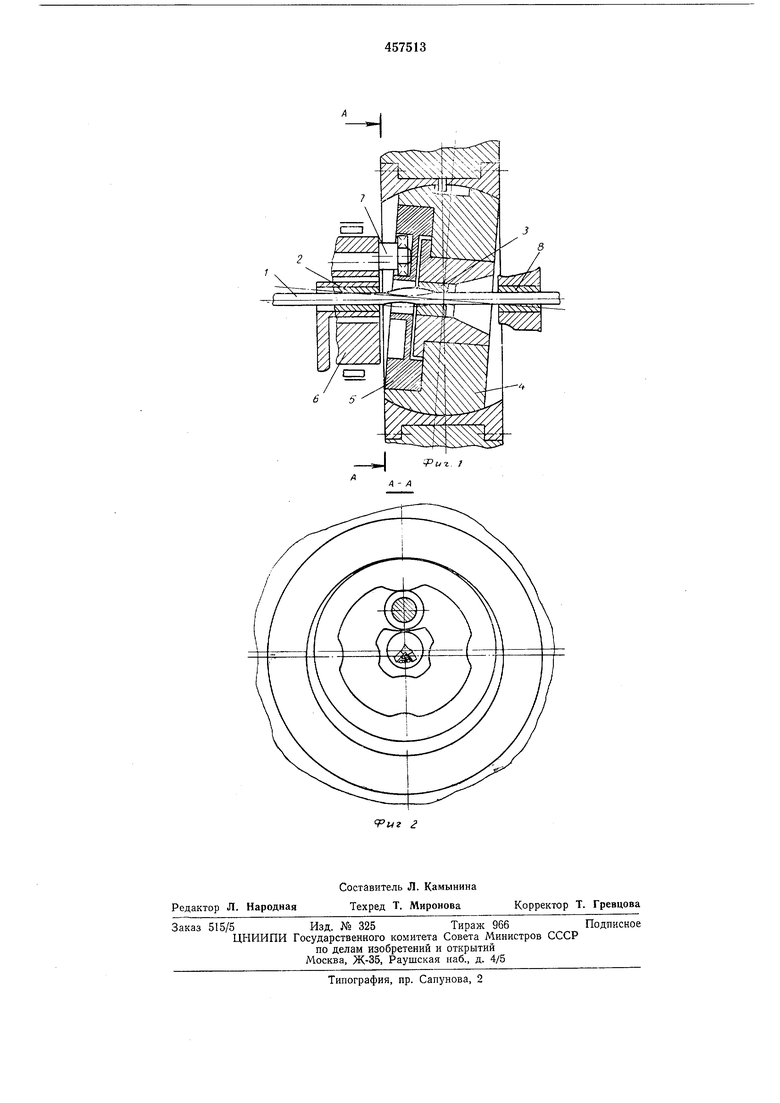
На фиг. 1 изображено устройство для осуществления предложенного способа; на фиг. 2 - разрез по на фиг. 1.
Изделие 1 задают через неподвижную втулку 2 в колеблющуюся втулку 3, установленную в сферической опоре 4 рядом с профилированной шайбой 5. При врашении вала 6 изделие небольшими участками непрерывно протягивают тянушими роликами, смеш;ают в каждый цикл протяжки от оси протяжки и
деформируют колебаниями относительно этой оси без вращения относительно собственной оси.
Величина деформации уменьшается по ходу протяжки, что обеспечивается разными расстояниями от каждой кромки колеблющейся втулки до центра колебания.
Изменяется величина деформации и в месте смещения в соответствии с распределением мест требуемой деформации.
Такие деформации изделию создает вал, который благодаря оси 7 с эксцентричным концом водит сф|ерическую опору 4 без вращения ее так, что она непрерывно наклоняется в сторону оси протяжки, а ее геометрическая ось описывает две конические фигуры относительно оси протяжки с вершинами, сходящимися в центре опоры 4.
Форма конических фигур определяется профилем шайбы 5, с помощью которой изменяются величины колебаний (и, следовательно, деформаций) и которую подбирают в соответствии с распределением мест требуемой деформации.
Дальше изделие проходит через неподвижную втулку 8 и протягивается тянущими роликами.
Для каждого профиля обрабатываемых изделий имеют свою профилированную шайбу 5.
Соответствие деформаций, задаваемых профилированной шайбой, с требуемыми деформациями можно уточнять проворачиванием шайбы специальным механизмом. Направление, в которое следует ее проворачивать, определяют после протяжки первого изделия.
Перед протяжкой изделия реверсированием привода изменяют направление деформации по такой спирали, чтобы она была направлена против закрутки правящегося изделия. Этим создаются раскручивающие деформации. Если требуется их увеличить, то с помощью специального механизма проворачивают колеблющуюся и выходную втулки в сторону, обратную направлению закрутки изделия. Тогда отверстия в этих втулках окажется развернутым относительно отверстия направляющей входной втулки, что обеспечит раскрутку изделия.
Пользоваться проворачиванием шайбы и независимым от нее проворачиванием колеблющейся втулки следует при контрольных протяжках изделий для того, чтобы уловить совмещение главной оси инерции профиля с плоскостью правящего изгиба и исключить скручивание металла или направить его в требуемое направление.
Подбором соотношения скоростей протяжки и колебаний, величин колебаний, проворачиванием шайбы в опоре и колеблющейся втулки относительно шайбы обеспечивают правку изделий разного размера, формы сечения и твердости металла.
Предмет изобретения
Способ правки длинномерных изделий несимметричного профиля путем деформации его в направлениях, перпендикулярных к его продольной оси, отличающийся тем, что, с целью повышения качества путем исключения скручивания, величину деформации в каждом из направлений в процессе правки изменяют.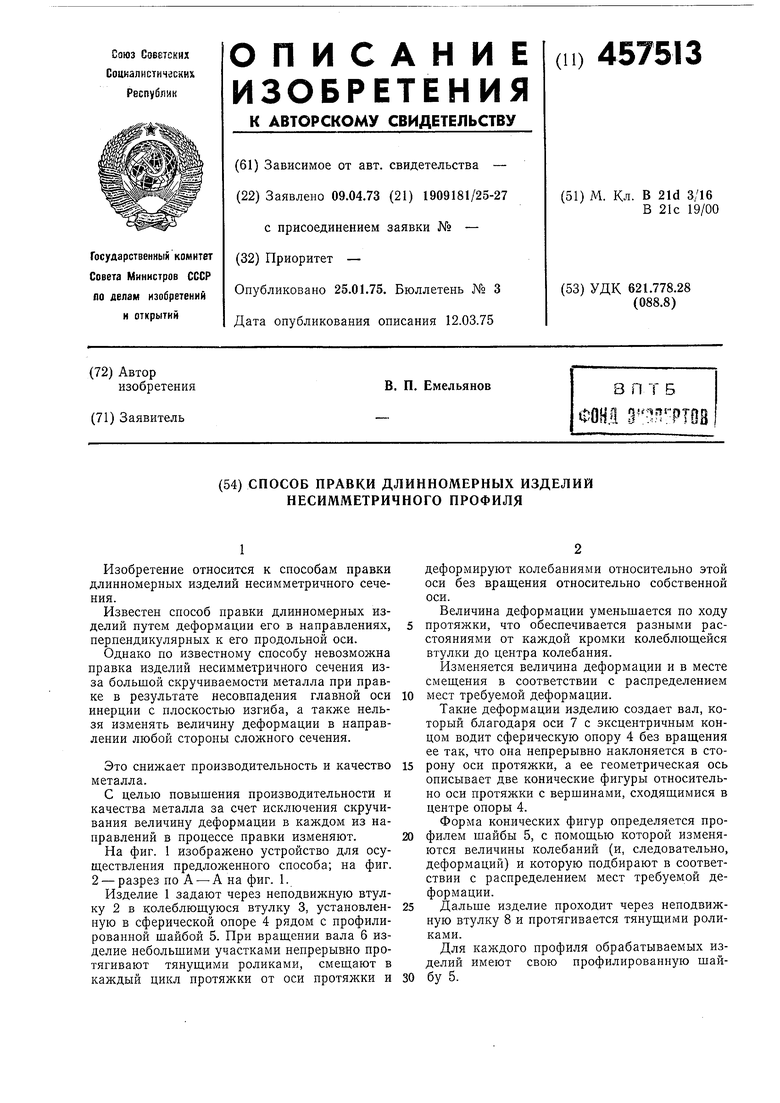
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки длинномерных изделий | 1973 |
|
SU478639A1 |
| Устройство для правки длинномерных изделий | 1973 |
|
SU476059A1 |
| Устройство для правки длинномеерных изделий | 1975 |
|
SU564904A2 |
| Устройство для правки длинномерных изделий | 1976 |
|
SU640780A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1999 |
|
RU2175276C2 |
| Устройство для правки металлических профилей | 1976 |
|
SU573219A1 |
| УСТРОЙСТВО для ВОЛОЧЕНИЯ ПРУТКОВ и ТРУБI 3CEOij?«J3HAff1'^'тш^-штц^:шI S^•vБ^v^Oггr:i.. | 1973 |
|
SU372001A1 |
| Устройство для формования длинномерных изделий из порошка | 1983 |
|
SU1148707A1 |
| Устройство для прессования длинномерных изделий из порошков | 1986 |
|
SU1395424A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |