Пре;о(лагаемый станок предназначается для изготовления резиновых горфированных трубок, идущих, например, для противогазов.
Применяемый в настоящее время способ изготовления гофрированных трубок состоит, как известно,-в том, что резиновую трубку, оклеенную трикотажем, надевают на гладйий дорн (стержень) и пускают нз первую вулканизацию, которая нужна для того, чтобы резина немного окрепла для следующей операции. После, первой вулканизации трубка снимается е гладкого дорна, при помощи сжатого воздуха надевается на гофрированный дорн, затягивается нитками по меньщему диаметру горфированного дорна и постулает во вторую вулканизацию. После вулканизации нитки удаляются, .трубка при помощи сжатого воздуха снимается и надевается опять на гладкий дорн, сжимается до отказа, закрепляется п идет на третью вулканизацию. После третьей вулканизации трубка снимается с дорна и идет -на обрезку неровных концов. -н.
(41)
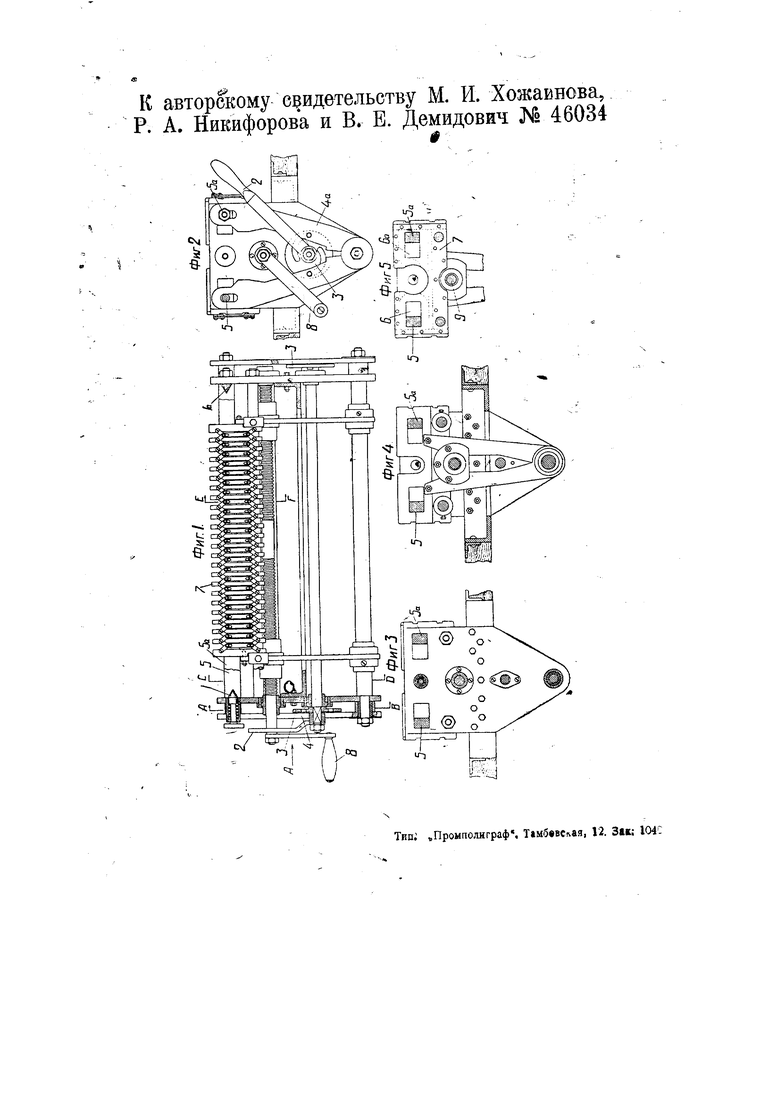
Изобретение ставит своей целью изменить упомянутый сложный и дорогой ручной способ изготовления этих трубок в сторону его значительного упрощения и удешевления путем применения предлагаемого станка, при помощи которого гофрировка осуществляется зажатием резиновой трубки посредством движков, расположенных в коробках-секциях, насаженных на винте с двусторонней нарезкой. Помимо сокращения технологического процесса и снижения производственных расходов на рабочей силе, паре и подсобных материалах изобретение имеет также в виду дать возможность увеличить производство трубок на тех же площадях.На чертеже фиг. 1 изображает общий вид станка с частичным разрезом; фиг. 2 - вид по стрелке А на фиг. 1; фиг. 3, 4 и 5-разрезы по линиям АВ, CD и Ef на фиг. 1.
Гладкий алюминиевый стержень (дорн), на который предварительна надета резиновая гладкая трубка, вставляется, между двумя конусами 1, la (фиг. 1). Далее
- дрворотом рычага 2-(фиг. 1- и 2), посредством деталей 3, 4,4а, 5, 5а (фиг, I-- 6) резиновая трубка обхватывается движками 6 и 6а (фиг., 5, 6), находящимися в коробках секциях, 7 (фиг. 1, 5, 6). После того, как резиновая зажата этими движками коробки-секции, предварительно расставленные на одинаковых интервалах одна от другой, вращением ручки 8 (фиг. 1 -и 2) и-винта 9 (фиг. 1, 4, 5) с правой , левой резьбой сближаются одна с другой до полного соприкоснове ния своих боковых поверхностей. При сближении секций резиновая трубка, скользя по гладкому дорну, начинает выпячиваться между каждыми секциями (точнее между, плоскостями движков), давая тем самым равномерную гофру. Когда трубка сгофрирована, то концы ее закрепляются на дорне111пилькамил после чего движки в секциях разводятся, и гофрированна трубка вместе с гладким дорном {Снимается со станка и Поступает на вулканизаци10. В цедяхг увеличения производительноеги cja H igiвфзможно применить жоробки и движки не с одним окном в каждой секции, а с двумя, тремя и т. д. окнами. Таким образом, за один рабочий процесс на станку возможно изготовить одновременнонесколько трубд с.
Предмет, изобретения. ; ,
Станок для из товления- резвдовых гофрированных трубок, отличающийся тем, что GJ целью зажатия. трубки на винте с двусторонней нарезкой 9 насажены коробки-секции 7 с движцгами 6 и бй.„ - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| "Движитель судна "Валентина" | 1990 |
|
SU1813672A1 |
| УСТРОЙСТВО для СБОРКИ ТРУБЧАТЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1968 |
|
SU209723A1 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| Прибор для изготовления растров | 1935 |
|
SU49837A1 |
| Паровой котел мгновенного парообразования | 1926 |
|
SU4050A1 |
| Станок для торцевой приварки полых электродов к стеклянным трубкам | 1936 |
|
SU53885A1 |
| Двухбарабанная лебедка | 1937 |
|
SU54904A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК | 1932 |
|
SU37991A1 |
| Подающее приспособление к прессам для штамповки шляпок патронных гильз | 1933 |
|
SU40313A1 |