Известны устройства для сборки трубчатых резиновых изделий, например гофрированных трубок противогазов но авт. св. № 182320, включающие смонтированные на рамах и рабочем столе емкость для клея, приспособления для установки и надевания, а также для промазки соединяемых частей заготовок.
Приспособление для установки и надевания заготовок выполнено в виде подпружиненных колец, перемещаемых на вертикальных направляющих рабочего стола с помощью толкателя, жестко связанного с ппевмоцилиндром.
Приспособление для промазки заготовок этого устройства выполнено в виде установленных в подпружиненных кольцах и закрепленных на рабочем столе трубчатых дорнов, внутри которых расположены стержни, жестко связанные с траверсой подпружиненной тяги, перемещаемой по вертикали от привода посредством закрепленной на нижнем конце тяги зубчатой рейки, взаимодействующей с поворотным рычагом.
Устройство не обеспечивает механизации процесса перезарядки частей заготовок при их сборке.
головки стержня трубчатого дорна, на котором свободно посажено установочное кольцо, фиксируемое по высоте регулировочными винтами и выполненное с гнездом под ниппель заготовки, входящей в захват, перемещаемый по вертикали пневмоцилиндрОМ.
Таким образом обеспечена механизация процесса перезарядки частей заготовок при их сборке.
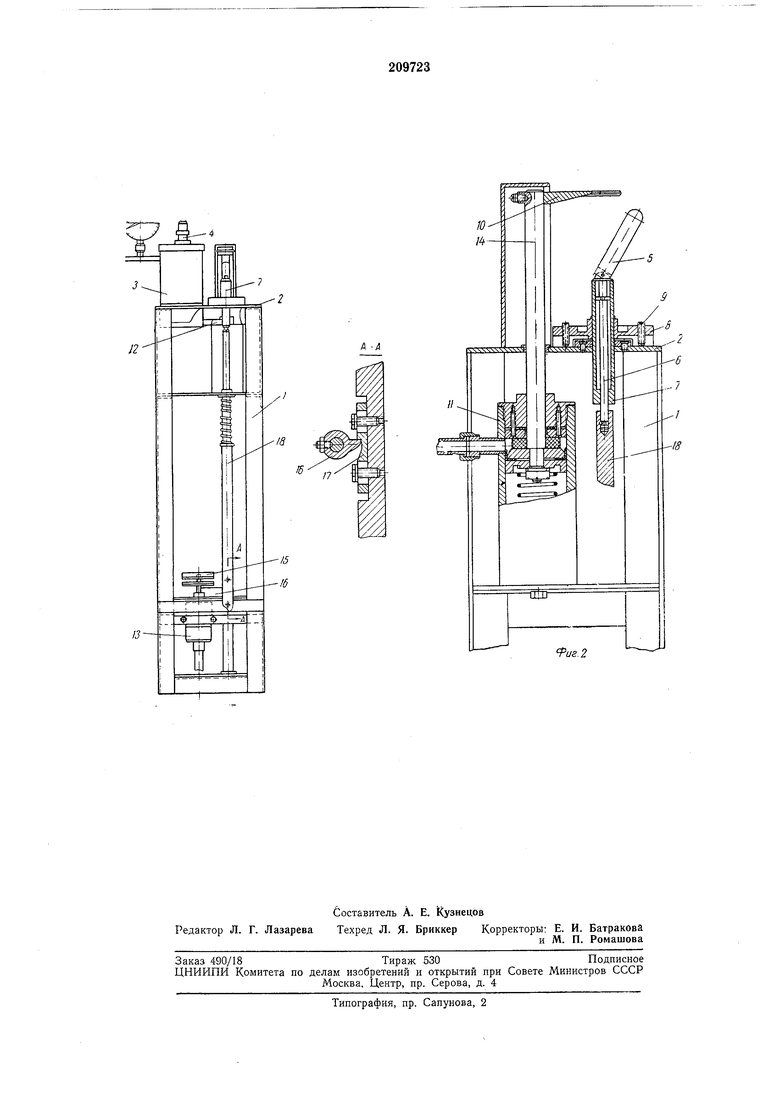
На фиг. 1 показано устройство, общий вид; на фиг. 2 - устройство с приспособлением для установки и надевания заготовок.
Предлагаемое устройство состоит из смонтированных на рамах / и рабочем столе 2 емкости 3 для клея с предохранительным клапаном 4j приспособления для установки и надевания заготовок, а также приспособленая для промазки заготовок.
Приспособление для установки -и надевания заготовок выполнено в виде поворотного штыря 5, шарнирно соединенного с полусферой головки стержня 6 трубчатого дорна 7, на котором свободно посажено установочное кольцо 8, фиксируемое по высоте регулировочными винтами 9 и выполненное с гнездом под ниппель заготовки, не показанной на чертежах, входящей в захват 10, перемещаемый по вертикали пневмоцилиндром 11.
ку /2 в трубчатый дорн, где удерживается нижней плоскостью полусферической головки стержня. Ниппель трубчатой заготовки укладывается в установочное кольцо, .при этом Верхняя полость ниппеля должна быть заподлицо с торцовой ПЛОСКОСТЬЮ дорна. Для компенсации разницы в высотах заготовок, кольцо устанавливают относительно верхней плоскости дорна регулировочными винтами 9. Трубчатую заготовку, например гофрированной трубки Противогаза, вручную надевают на поворотный штырь, в -исходном положении наклоненный на угол 30° в сторону рабочего места. Далее штырь .с «адетой трубчатой заготовкой переводится в вертикальное паложение, при этом, заготовка входит .в захват W. Включением пускового клапана 13 лодают сжатый воздух в пневмоцилиндр 11, при этом захват 10, связанный со штоком .14, опускает заготовку вниз на полусферическую головку стержня 6 до упора на ниппеле трубчатой Заготовки. Одновременно лри включении клапана 13, например, нажатием педали 15 поворачивают рычаг 16, приподнимающий рейку 17 подпружиненной тяги 18 приспособле.НИН для промазки заготовок клеем. Стержень 6 этого .приспособления, жестко связанный -с подпружиненной тягой 18, перемещается вверх и нижняя плоскость полусферической гоЛОвки поднимается над торцовой плоскостью дорна. В образовавшийся зазор выдавливается клей. При дальнейшем повороте рычаг 16 выходит из за.цепления с рейкой 17
и подпружинен.ная тяга 18 возвращает стержень 6 вниз. При этом, подача клея прекращается, а отсеченная торцом сферической гоЛОВ.КИ доза клея образует «на.плыв на торцовой поверхности дорна. При движении заготовки Бниз эта доза клея наносится на Внутреннюю поверхность заготовки. Далее с помощью нижней педали или другого привода рычаг 16 возвращают в исходное положение, клапан 13 выключают, вылускают воздух из рабочей полости «невмоцилиндра 11. Шток 14 поднимается в верхнее положение и захват 10 освобождает заготовку с ниппелем из установочного кольца и дорна. Собранную гофрированную трубку с ниппелем снимают с поворотного штыря. Затем цикл работы устройства ловторяется.
Предмет изобретения
Устройство для сборки трубчатых резиновых .изделий, например гофр.ированных трубок противогазов по авт. св. № 182320, отличающийся тем, что, с целью механизации цроцесса перезарядки частей заготовок приспособление для установки и надевания заготовок выполнено в виде поворотного щтыря, шарнирио соединенного с полусферой головки стержня трубчатого дорна, на котором свободно посажено установочное кольцо, фиксируемое по высоте регулировочными винтами и Выполненное с гнездом под ниппель заготовки, входящей в захват, перемещаемый по вертикали пневмоцилиндром.
13
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ ТРУБЧАТЬЕХ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU182320A1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ ПОДВЕСНЫХ КОНВЕЙЕРНЫХ ЭТАЖЕРОК ВУЛКАНИЗАЦИОННОГОКОТЛА | 1970 |
|
SU420476A1 |
| Агрегат для раскроя трубчатых заготовок | 1976 |
|
SU618299A1 |
| СТАНОК ДЛЯ ВСТАВКИ И ЗАКРЕПЛЕНИЯ ПРОБОК ВО ВТУЛКАХ КАТУШЕК | 1928 |
|
SU20801A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1967 |
|
SU198625A1 |
| МАШИНА ДЛЯ ШНУРОВАНИЯ ЗАГОТОВОК | 1950 |
|
SU90434A1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК и УДАЛЕНИЯ ОТШТАМПОВАННЫХ ДЕТАЛЕЙ | 1965 |
|
SU171846A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ РАЗМЕРОВ БАЛЛОНОВ ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1972 |
|
SU332520A1 |