1
Изобретение относится к измерительной технике, в частности к устройствам для контроля кривизны стержней.
Известно устройство для автоматического контроля кривизны стержней, содержащее механизм поштучной выдачи, ленточный транспортер, втулку с калиброванным отверстием, через которое проходит лента транспортера, и механизм разбраковки. Однако в известном устройстве, в процессе контроля кривизны стержней, имеют место потери времени и повышенный износ транспортной ленты вследствие возвратно-поступательного движения транспортера, что снижает производительность контроля.
Цель изобретения - повышение производительности устройства.
Это достигается тем, что устройство снабжено электромагнитом, взаимодействующим со втулкой, и индикатором положения втулки, связанными с блоком управления и механизмом разбраковки, а втулка выполнена из двух половин, одна из которых установлена на направляющих параллельных линий транспортирования и подпружинена в направлении, противоположном движению ленты транспортера, а другая половина втулки может перемещаться относительно первой и подпружинена к ней.
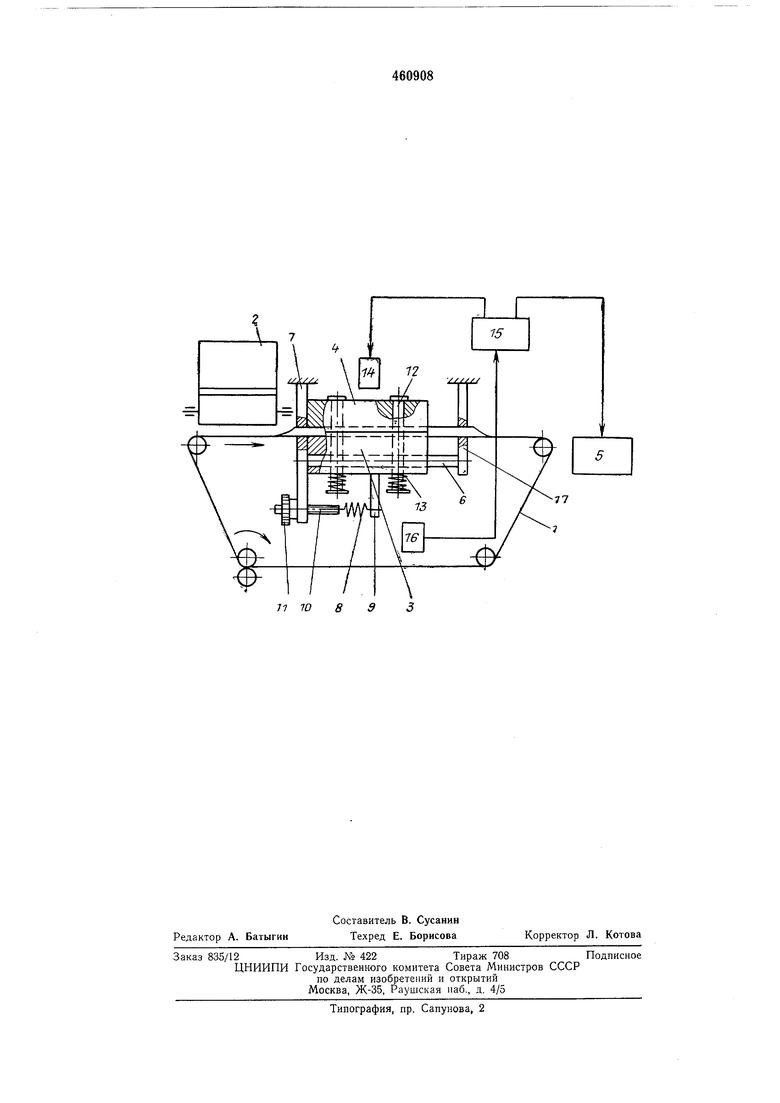
На чертеже представлена схема предлагаемого устройства.
Устройство состоит из транспортера 1, выполненного в виде бесконечной эластичной
тонкой ленты, вдоль верхней ветви которого установлены механизм 2 поштучной выдачи, втулка с калиброванным отверстием, состоящая из нижней 3 и верхней 4 половин и механизм 5 разбраковки. Нижняя половина 3
втулки установлена на двух цилиндрических направляющих 6, параллельных линий транспортировки, и прижимается одним торцом к планке 7 пружиной 8, которая присоединена одним концом к штырю 9, а другим - к регулировочному винту 10 стайкой 11.
Верхнюю и нижнюю половины втулки, перпендикулярно оси калиброванного отверстия, пересекают направляющие 12. Обе половины поджаты друг к другу прижинами 13. Над
верхней половиной 4 втулки установлен электромагнит 14, связанный с блоком 15 управления, к которому также присоединены бесконтактный индикатор 16 положения, выполненный, например, в виде катушки индуктивности, и механизм 5 разбраковки. Верхняя ветвь ленты транспортера 1 пропущена через конусное отверстие в планке 7, калиброванное отверстие, образованное нижней 3 и верхней 4 половинами втулки, и отверстие в планке 17;
при этом лента приобретает в зоне контроля
форму трубки, охватывающей контролируемый стержень.
Во время работы устройства контролируемые стержни подаются механизмом 2 поштучной подачи на ленту транспортера 1, который перемещает их в зону контроля к калиброванному отверстию, образованному нижней 3 и верхней 4 половинами втулки. Лента в зоне контроля охватывает контролируемый стержень, исключая касания им поверхности калиброванного отверстия, что уменьшает износ калиброванного отверстия. Стержни, имеющие допустимую кривизну, свободно проникают через калиброванное отверстие и механизмом 5 разбраковки направляются в число годных.
В случае, когда кривизна стерлшя превышает допустимую, стержень заклинивает в калиброванном отверстии вместе с лентой транспортера. При этом транспортер будет перемещать обе половины втулки по направляющим 6, а пружина 8-противодействовать этому перемещению. Когда штырь 9 достигает бесконтактного индикатора 16 положения, с последнего поступает сигнал в блок 15 управления, который подает сигнал механизму 5 разбраковки и включает электромагнит 14. Последний, преодолевая усилие пружин 13, переместит вверх верхнюю половину 4 втулки относительно нижней 3 по направляющим 12. Калиброванное отверстие увеличится, и стержень свободно переместится транспортером 1 из зоны контроля в зону действия механизма 5
разбраковки, который направит стержень в число бракованных.
После выхода стержня из зоны контроля за планку 17, блок 15 управления отключит электромагнит 14. Верхняя половина 4 втулки снова будет прижата к нижней половине 3 пружинами 13, а пружина 8 вернет втулку в исходное положение.
Предмет изобретения
Устройство для автоматического контроля кривизны стержней, содержащее механизм поштучной выдачи стержней, ленточный транспортер, охватывающий его проходной калибр, выполненный в виде втулки и механизм разбраковки, отличающееся тем, что, с целью повышения его производительности, устройство имеет направляющие, расположенный параллельно направлению транспортировки стержней, электромагнит, установленный с возможностью взаимодействия со втулкой, и индикатор положения втулки, электрически связанный с механизмом разбраковки и электромагнитом, прием втулка выполнена из двух половин, одна из которых установлена на направляющих и подпружинена в направлении, противоположном движению ленты транспортера, а другая половина втулки подпружинена к первой и имеет направляющие для радиального перемещения ее относительно первой половины втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки стержней по кривизне | 1973 |
|
SU460909A1 |
| Устройство для автоматической сортировки стержней по кривизне | 1976 |
|
SU608571A1 |
| Устройство для сортировки электропроводных стержней по кривизне | 1973 |
|
SU463482A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| Автомат для контроля стержней | 1974 |
|
SU499902A1 |
| Устройство для сортировки изделий, преимущественно в установках для разбраковки радиодеталей по электрическим параметрам | 1988 |
|
SU1598250A1 |
| Станок ю.в.потапова для снятия эластичных покрытий с нажимных валиков текстильной машины | 1975 |
|
SU705016A1 |
| Устройство для сортировки изделий, преимущественно радиодеталей, в установках для разбраковки их по электрическим параметрам | 1987 |
|
SU1478390A1 |
| Установка для фаршировки колбасных изделий | 1980 |
|
SU906487A1 |
| Устройство для автоматической сортировки стержней по шагу винтовой линии | 1980 |
|
SU963581A1 |