Пружина 7 заходной частью соединена с разрезной втулкой 15, взаимодействующей с торцом призмы 3. Внутренний диаметр DK нружины / выполнен больше диаметра Ai изделия и определяется из соотношения:
и + ) + Д + Гя
где At/ - донуск на кривизну изделия;
Тл - толшина транспортируюи,ей ленты. Размеры призмы 6 и дистанционных прокладок 4 вы&ираются из условия, что диаметр вписанного между призмой 4 н нланкои о цилиндра равен:
+ W + 2i,+2d,
где d - диаметр проволоки, из которой намотана пружина/.
Работает устройство следуюш,им образом.
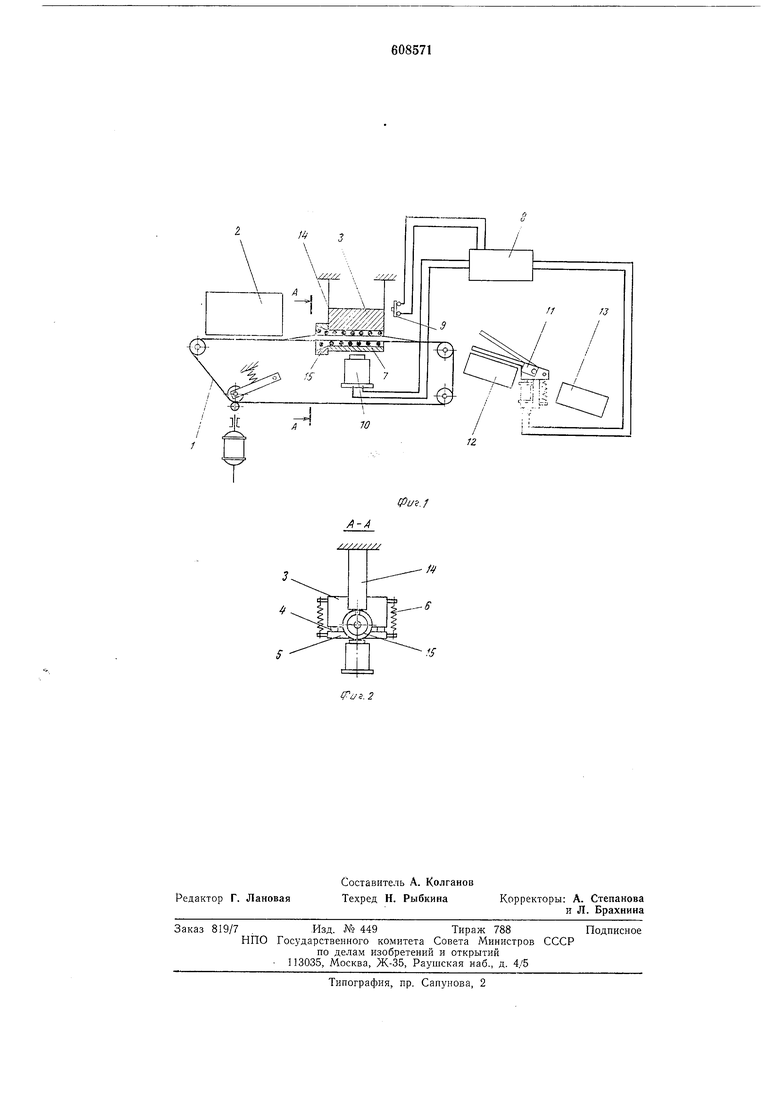
Сортируемые стержни подаются механизмом 2, загрузки на ленту 1, которая леремеш,ает их в зону контроля к калиОру /. /leHra I после прохождения втулки 1о приобретает форму трубки, охватываюш,ей контролируемый стержень, что исключает касание стержнем поверхности нружины /. Ширина ленты о определяется из соотношения:
Ч1.-2Тд).
Стержни, имеюш,ие допустимую кривизну, свободно переносятся лентой 1 через калибр и .направляются механизмом 11 разбраковки в бункер 12 «годные, пслн кривизна стержня нревышает допустимую, то происходит его заклиниванне в пружине 7 вместе с лептой 1.
Перемеш,енне ленты 1 будет сопровождаться неремеш,ением призмы 6, на торец которой воздействует втулка 15, связанная с пружиной 7. Деформируя плоские яружины 14, нризма 3 достигает концевого выключателя 9, срабатывание которого приводит к подаче с блока 8 управления питаюш,его напряжения на электромагнит 10 н механизм 11 разбраковки. Электромагнит 10, преодолевая усилие пружин 6, переместит планку 5 вниз, освобождая пружину 7, которая благодаря своей эластичности свободно принимает форму стержня. Поскольку виткн пружины непрерывно связаны между собой, то перемещение предыдущего витка сопровождается и перемещением последующего, что исключает резкне нерегиоы ленты на острых краях стержня, уменьшая тем самым контактные панряжения и новреждаемость ленты.
ьлок 8 подает питающее напряжение на электромагнит Ш на время, неооходимое для перемещения стержня через калибр, после чего электромагнит возвращается в исходное состояние, а механизм и направляет изделие в бункер 13 «Орак. Иод действием нружин
14призма вернется в исходное положение. Сочетание пружины / и разрезной втулки
15нозволяет использовать сплошную транспортирующую лепту путем заведения ее между ви1ками пружины 7, а также значительно упрощает конструкцию калибра по сравнению с известным устройством н повышает точность. Наличие дистанционных прокладок 4
исключает возможность соударения планки 5 с пружиной 7, а также нозволяет производить переналадку устройства на различные допуски на кривизну путем изменения их толщины. 1аким образом, благодаря конструктивным
отличиям устройства упрощается его конструкция н повышается надежность.
Формула изобретения
Устройство для автоматической сортировки
стержней но .кривизне, содержащее механизм загрузки, калиор с заходной конической .втулкой, размещенной между стянутыми пружинами призмой и планкой, ленточный транспортер, эластичная лента которого пропущена
сквозь калибр, исполнительный н разоракоБочный механизм, отличающееся тем, что, с целью упрощения конструкции н повышения надежности, оно снабжено дистанционными прокладками, установленными между атризмой
и нланкои, при этом ка.ибр выполнен в виде винтовой пружины, а заходная коническая втулка - разрезной.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №448899, кл. В 07С 5/08, 1972.
2. Авторское свидетельство СССР №460909, кл. В 07С 5/344, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки стержней по кривизне | 1973 |
|
SU460909A1 |
| Устройство для сортировки электропроводных стержней по кривизне | 1973 |
|
SU463482A1 |
| Устройство для автоматического контроля кривизны стержней | 1973 |
|
SU460908A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Патрон для закрепления бурового шарошечного долота | 1972 |
|
SU446360A1 |
| Устройство для сортировки изделий, преимущественно радиодеталей, в установках для разбраковки их по электрическим параметрам | 1987 |
|
SU1478390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Приспособление для установки и автоматического перемещения печатной ленты к машине для клеймения деталей заготовки обуви | 1955 |
|
SU104415A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И ВСТАВКИ ПРОКЛАДОК | 1965 |
|
SU172393A1 |
S
