циальным держателем с токоподводящими кабелями.
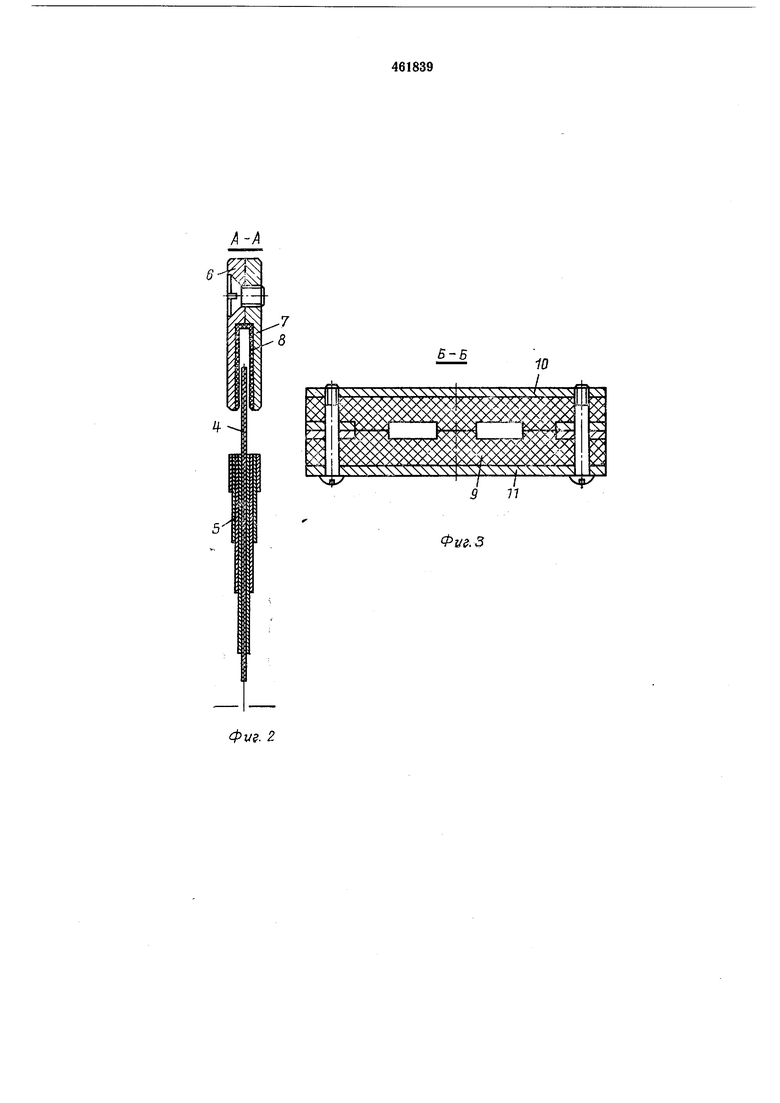
Корпус .удерживает нагревательный элемент в нагретом состоянии и состоит из колец 6 и 7 и изоляторов 8.
Контактная колодка соединяет контакты 3 нагревательного элемента с корпусом в общую конструкцию (узел) электрического инфракрасного излучателя. Колодка состоит из двух теплоэлектроизоляционных планок 9, например, из асбестоцемента и стальных планок 10 и II (фиг. 3).
Нагревательный элемент излучателя питается от специального понижающего трансформатора, имеющего как ступенчатую, так и плавную регулировку вторичного напряжения.
Процесс нагрева заключается в следующем.
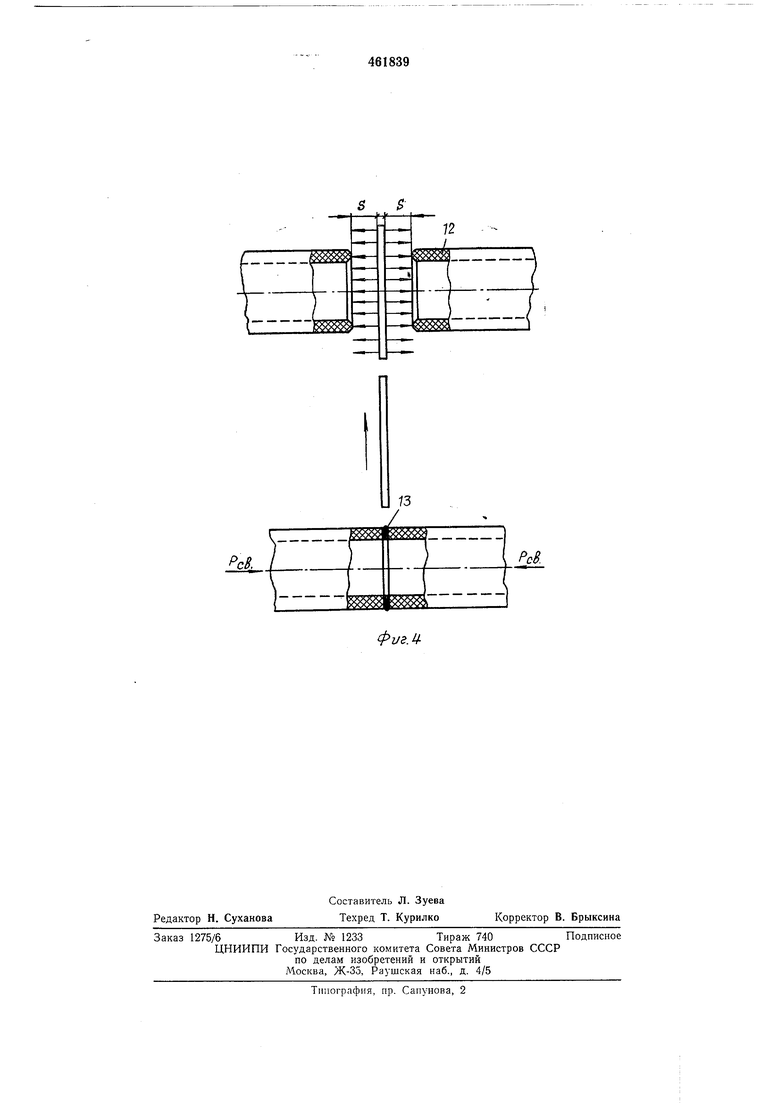
Нагреваемые поверхности труб 12 одновременно подводятся к рабочим новерхностям излучателя или, наоборот, излучатель - к нагреваемым поверхностям (в зависимости от того, какой вариант способа сварки выполняется - ручной, полуавтоматический или автоматический) при соблюдении определенного расстояния 5. Затем устанавливается необходимая температура рабочей поверхности нагревательного элемента путем регулировки напряжения питания. Напряжение питания контролируется при помощи вольтметра. Зависимость температуры рабочей поверхности от величины напряжения питания определяется предварительно для каждого типа излучателя. Носле этого включается трансформатор
питания нагревательного элемента, и начинается процесс нагрева торцов труб. По истечении времени нагрева торцов труб до верхнего предела температурного интервала вязкотекучего состояния материала (время задается нрп помощи реле времени), трансформатор питания отключается, излучатель мгновенно выводится из зазора между нагретыми торцами труб, а нагретые поверхности труб стыкуются и свариваются под определенным сварочным давлением Ясв с образованием сварного шва 13.
Предмет изобретения
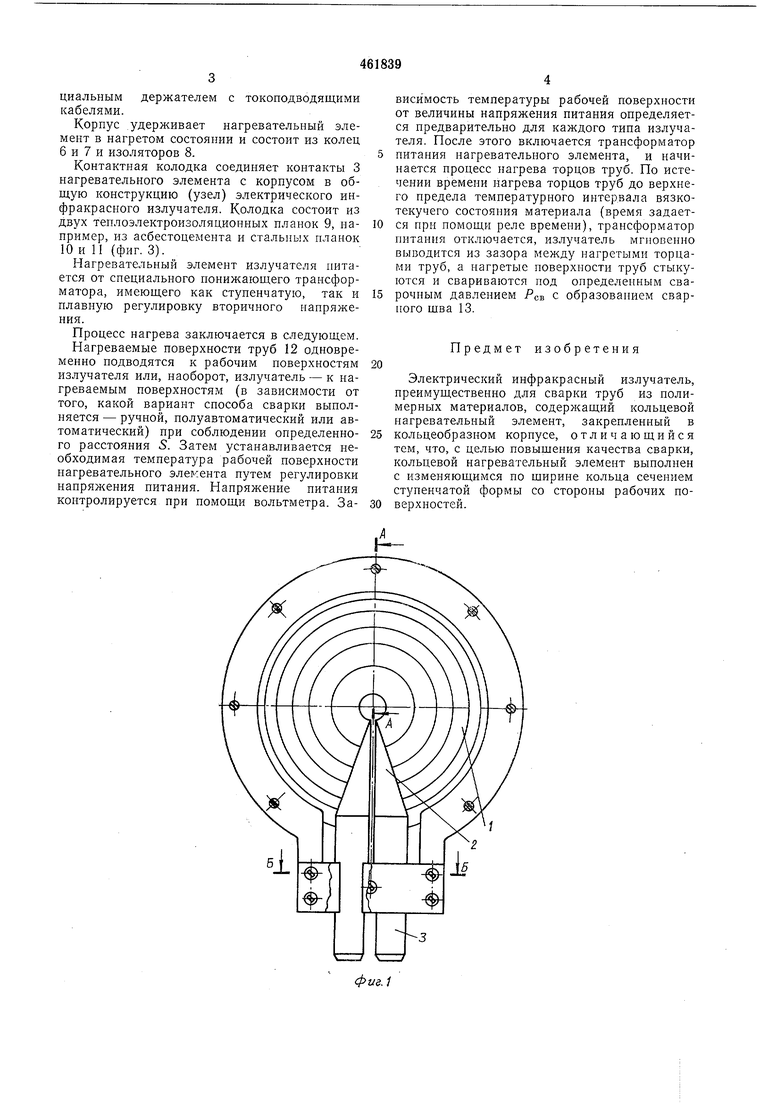
Электрический инфракрасный излучатель, преимущественно для сварки труб из полимерных материалов, содержащий кольцевой нагревательный элемент, закрепленный в
кольцеобразном корпусе, отличающийся тем, что, с целью повышения качества сварки, кольцевой нагревательный элемент выполнен с изменяющимся по ширине кольца сечением ступенчатой формы со стороны рабочих поверхностей.
.

| название | год | авторы | номер документа |
|---|---|---|---|
| Электронагреватель для контактной сварки труб из термопластов | 1984 |
|
SU1224169A1 |
| Электрический инфракрасный излучатель для сварки деталей из полимерных материалов | 1982 |
|
SU1077806A1 |
| Индукционно-нагревательное устройство | 1990 |
|
SU1712102A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| УСТАНОВКА ПАСТЕРИЗАЦИИ МОЛОКА | 2010 |
|
RU2415595C1 |
| ИМИТАТОР ИСТОЧНИКА ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2077705C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВОЙ ЭНЕРГИИ ИЗ ЭЛЕКТРИЧЕСКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2568376C2 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2007 |
|
RU2489263C2 |
| УСТАНОВКА ДЛЯ НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 2001 |
|
RU2237386C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |