I
-.- Изобретение относится к оборудованию для производства методом намотки изделий из стеклопластика.
Известны оправки из материала, который удаляется из внутренней полости готового изделия путем химического растворения жидкостью, вводимой внутрь оправки 1.
Недостатком известных оправок и способов производства полых изделий, основанных на разрушении оправки после изготовления изделия, является необходимость иметь в больших количествах материалы для оправок и их растворители. При производстве крупногабаритных изделий эти методы становятся непригодными.
Известна оправка для изготовления изделий методом намотки, состоящая из центрального вала, обечайки в виде упругого листа и механизма фиксации диаметра 2.
Одна1ф такая оправка предназначена для изготовления изделий одного диаметра.
Цель изобретения - расширение диапазона изменения диаметра.
Это достигается тем, что упругий лист обечайки свернут в виде спирали Архимеда, один край которого прикреплен по касательной к центральному валу, а на другом расположен механизм фиксации диаметра, выполненный в виде соединения выступ-паз, расположенных по обе стороны края упругого листа.
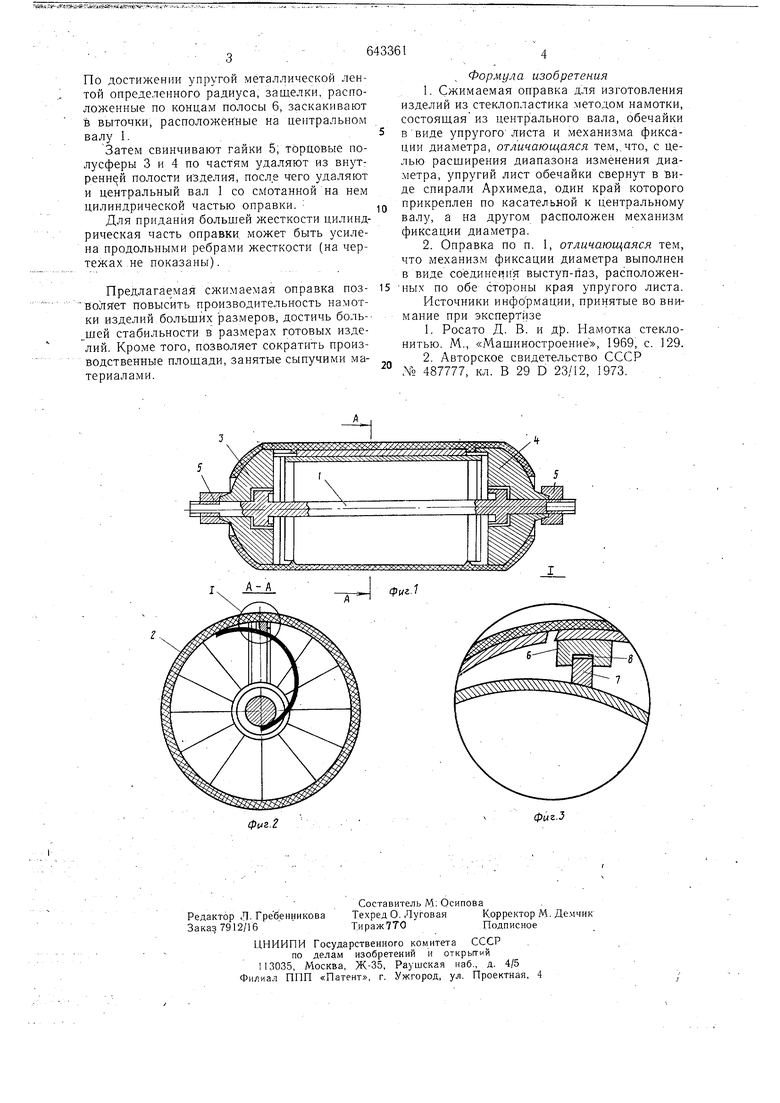
На фиг. 1 изображена предлагаемая сжимаемая оправка, обший вид; на фиг. 2 дан
разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 2.
Сжимаемая оправка содержит центральный вал 1, упругий лист 2, свернутый в виде спирали Архимеда, один край которого прикреплен к центральному валу 1, торцовые полусферы 3 и. 4, две гайки 5, и механизм фиксации диаметра в виде соединения выступ-паз, образованных двумя полосами 6 и 7, которые вместе с пазом 8 образуют замок. Вначале развертывают цилиндрическую
часть оправки, закрывают замок (7 и 8), а затем происходит сборка двух торцовых полусфер 3 и 4. Проверяют размеры оправки и при необходимости она рихтуется. После намотки изделия и последующей его термообработки оправка с изделием устанавливается в центре, две торцовые полусферы 3 и 4 стопорят (на чертежах не показано) и при врашении центрального вала 1 происходит сматывание цилиндрической части оправки. По достижении упругой металлической лентой определенного радиуса, защелки, расположенные по концам полосы 6, заскакивают в выточки, расположенные на центральном валу 1. Затем свинчивают гайки 5, торцовые полусферы 3 и 4 по частям удаляют из внутренней полости изделия, после чего удаляют и центральный вал 1 со смотанной на нем цилиндрической частью оправки. Для придания большей жесткости цилиндрическая часть оправки может быть усилена продольными ребрами жесткости (на чертежах не показаны). Предлагаемая сжимаемая оправка позволяет повысить производительность намотки изделий больших размеров, достичь большей стабильности в размерах готовых изделий. Кроме того, позволяет сократить производственные площади, занятые сыпучими материалами. , Формула изобретения 1.Сжимаемая оправка для изготовления изделий из стеклопластика методом намотки, состоящая из центрального вала, обечайки в виде упругого листа и механизма фиксации диаметра, отличающаяся тем,.что, с целью расширения диапазона изменения диаметра, упругий лист обечайки свернут в виде спирали Архимеда, один край которого прикреплен по касательной к центральному валу, а на другом расположен механизм фиксации диаметра. 2.Оправка по п. 1, отличающаяся тем, что механизм фиксации диаметра выполнен в виде соединения выступ-паз, расположенных по обе стороны края упругого листа. Источники информации, принятые во внимание при экспертизе 1.Росато Д. В. и др. Намотка стеклонитью. М., «Машиностроение, 1969, с. 129. 2.Авторское свидетельство СССР MO 487777, кл. В 29 D 23/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки оболочек из композиционных материалов | 1988 |
|
SU1641636A1 |
| Оправка для изготовления цилиндрических изделий из пластиков методом намотки | 1987 |
|
SU1551560A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2319612C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Оправка для изготовления оболочек методом намотки | 1984 |
|
SU1235750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| Устройство для перемещения центра задней бабаки токарного станка | 1975 |
|
SU577097A1 |
| Устройство для изготовления полых изделий методом намотки длинномерного материала | 1984 |
|
SU1368188A1 |
| Оправка для намотки трубчатых изделий | 1986 |
|
SU1423413A1 |
| Оправка | 1977 |
|
SU713693A1 |
