Настоящее предложение описывает способ и устройство для получения листового и елкопрофильного проката из жидкого металла.
В настоящее время известен целый ряд устройств для неаосредственного получения проката из жидкого состояния. Осуществление этих способов, по существу еще Бессемеровских, требует в механизмах частей (вальцы, подвижные изложницы разных видов и т. д.), подвергающихся многократным термическим токам, переменного направления, что, судя по заявлениям самих изобретателей, ведет к быстрому износу и делает установки нерентабельными.
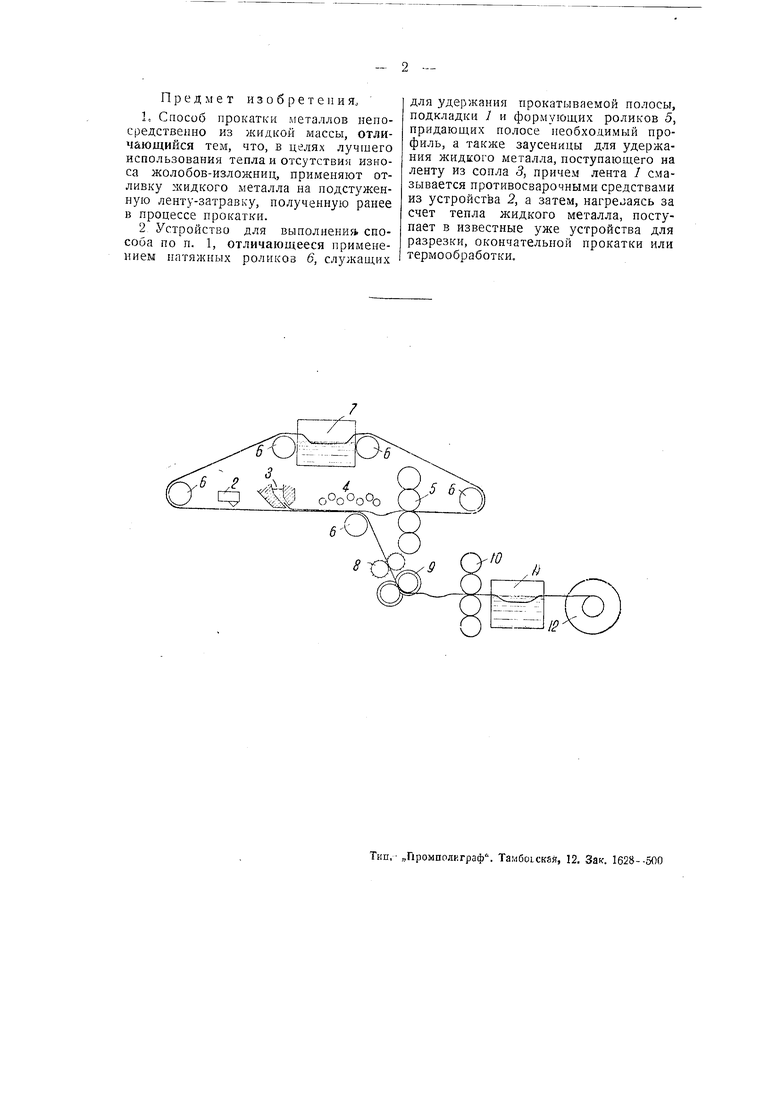
Предлагаемые способ и устройство состоят в следующем. На движущуюся заранее изготовленную и заправленную от конечного механизма 12 в регулируемое или постоянного сечения сопло 5 соответствующего профиля, ленту 1 покрытую каким-либо противосваривающим составом из устройства 2 соплом 3 равномерно направляется жидкий металл. Охлаждаясь лентой 1, являющейся также предохранителем от непосредственного соприкосновения жидкого металла с движущимися частями механизмов, а также охлаждаясь по потребности экранами 4 со скоростями, нужными для получения безликвационного и соответствующей зернистости металла, отвердевщая лента проходит формующие ролики-вальцы 5, в которых полученное сечение деформируется в потребный для дальнейщего профиль с заусеницами, служащими предохранителями против слива жидкого металла в дальнейщем. Через движущие, направляющие и поддерживающие роликовые устройства 6--6, расставляемые по надобности, лента проходит аппараты для термообработки 7. Далее лента проходит устройство для покрытия противосваривающим веществом, принимает на себя из сопла 3 жидкий металл, нагревается от него и направляется в чистильные приборы 8 для очистки от противосваривающих составов и движется по потребности в ножницы 9 для разрезки на полосы. Затем лента, целая или разрезанная, идет в прокатные валки 10, где и получает окончательный профиль. Пройдя аппарат для термообработки 11, лента, годная для дальнейщей холодной обработки, навивается в рулоны 12 или режется на куски. Лента-затравка получается своевременным остановом предыдущей партии проката этого же профиля ранее полного израсходования жидкого металла.
Предмет изобретения
1, Способ прокатки металлов непосредственно из жидкой массы, отличающийся тем, что, в целях лучшего использования тепла и отсутствия износа жолобов-изложниц, применяют отливку жидкого металла на подстуженную ленту-затравку, полученную ранее в процессе нрокатки.
2 Устройство для выполнения, способа по п. 1, отличающееся применением натяжных роликов 6, служащих
для удержания прокатываемой полосы, цодкладки / и формующих роликов 5, придающих полосе необходимый профиль, а также заусеницы для удержания жидкого металла, поступающего на ленту из сопла 3, причем лента / смазывается противосварочными средствами из устройства 2, а затем, нагре аясь за счет тепла жидкого металла, поступает в известные уже устройства для разрезки, окончательной прокатки или термообработки.