(54) АЛМАЗНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНУСОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазная головка для обработкиконусов | 1974 |
|
SU508387A2 |
| Способ обточки каменных валов и инструмент для его осуществления | 1987 |
|
SU1533864A1 |
| АЛМАЗНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНУСОВ | 1973 |
|
SU405697A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| Алмазное кольцевое сверло | 1977 |
|
SU745701A1 |
| Кольцевое сверло | 1975 |
|
SU647119A2 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1993 |
|
RU2042495C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
1
Изобретение предназначено для обработки деталей из неметаллических высокотвердых и хрупких материалов (кварц, ферриты, ситаллы, керамика, стекло и т. п.) и может быть использовано на предприятиях радио- и электронной промышленности.
Известна алмазная головка для обработки конусов, содержащая вращающийся корпус и алмазоносные элементы.
Ввиду того, что износ алмазоносного слоя элементов происходит неравномерно, то в конструкции предусмотрена регулировка по углу положения алмазных брусков. Для размерного регулирования необходим периодический контроль конуса у обработанных деталей, что снижает точность и производительность обработки.
В связи с тем, что формообразование конических поверхностей производится методом копирования, чистота конической поверхности не может быть выше 4-5 класса.
Цель изобретения - повысить производительность, чистоту и точность обработанной поверхности за счет обеспечения равномерного износа алмазоносного слоя инструмента.
Эта цель достигается за счет выполнения алмазоносных элементов в виде шайб, осп вращения которых расположены параллельно со смещением по обе стороны плоскости, проходящей через ось вращения инструмента с возможностью регулировки смещения шайб.
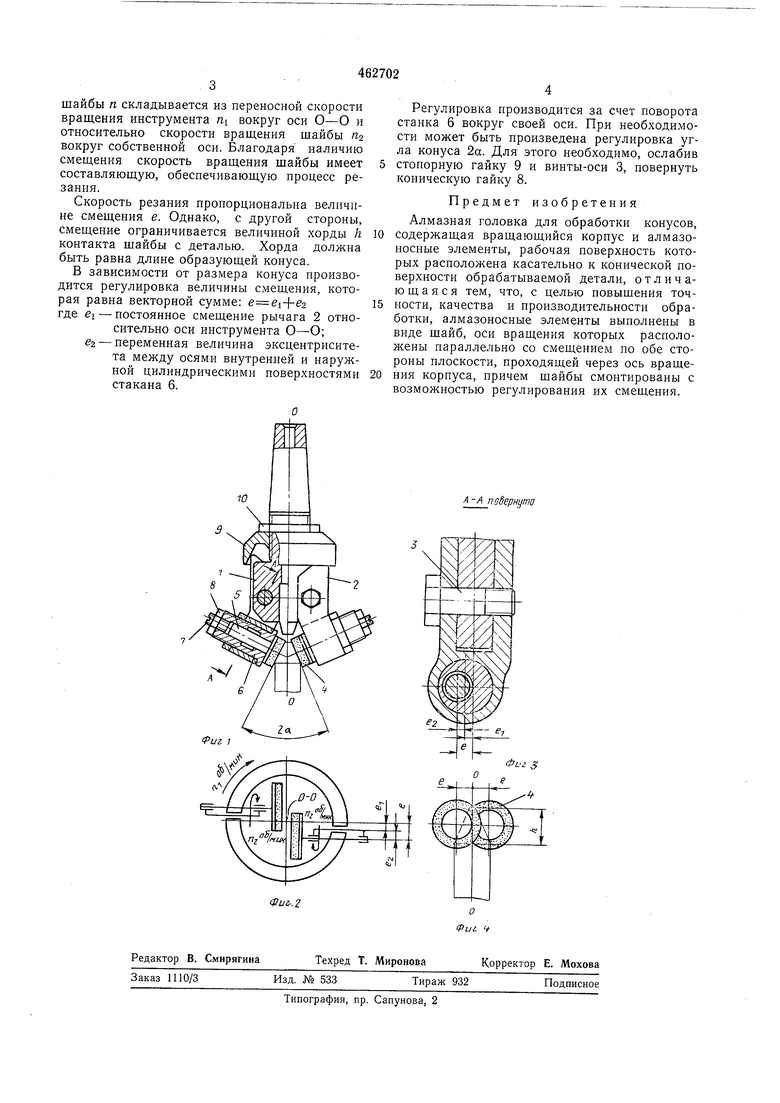
На фиг. 1 изображена предлагаемая головка, общий вид; на фиг. 2 - то же, вид снизу;
на фиг. 3 - сечение по А-А на фиг. 1; на фиг. 4 - схема взаимного расположения алмазоносных щайб и обрабатываемой детали.
Алмазная головка для обработки конусов состоит из корпуса 1, двух рычагов 2, расположенных на винтах-осях 3. Режущие элементы выполнены в виде алмазоносных щайб 4, имеющих ось 5 и образующих вместе со стаканом 6 пару скольжения. Виит 7 с гайкой 8 образуют подпятник. Регулировка угла 2а
между плоскостями алмазоносных щайб производится при помощи конической гайки 9 и стопорной гайки 10.
Обработка алмазной головкой производится на вертикально-фрезерном или сверлильном
станке при вращении головки и одновременном перемещении ее вдоль оси детали. Подвод охлаждающей жидкости в зону резания производится через центральное отверстие в корпусе головки.
Ось вращения каждой алмазоносной шайбы 4 расположена параллельно по обе стороны плоскости, проходящей через ось вращения инструмента О-О со смещением е. Таким образом, абсолютная скорость вращения
