(54) АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное кольцевое сверло | 1972 |
|
SU437621A1 |
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| Инструмент для образования отверстий в твердых и хрупких материалах | 1973 |
|
SU443771A1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| Способ изготовления кольцевого алмазного инструмента | 1990 |
|
SU1785813A1 |
| Алмазное кольцевое сверло | 1981 |
|
SU1009784A2 |
| Алмазное сверло | 1981 |
|
SU965792A1 |
| АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО | 1970 |
|
SU284675A1 |
| СПОСОБ ДОРАБОТКИ И ЭКСПЛУАТАЦИИ УЗЛА РАЗДЕЛИТЕЛЬНОЙ СЕКЦИИ МАСЛЯНОЙ КАМЕРЫ, ЗОНЫ ОХЛАЖДЕНИЯ И ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2143576C1 |
| Абразивный инструмент | 1987 |
|
SU1440684A1 |
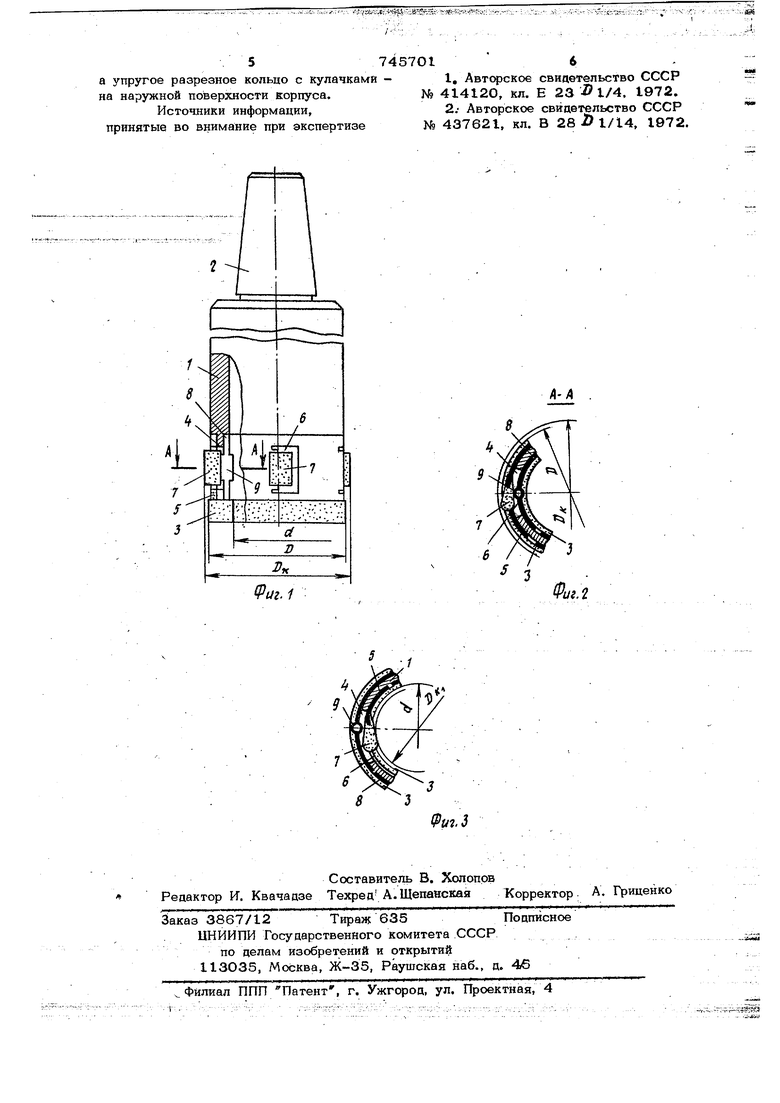
Изобретение относится к области механической обработки твердых хрупких м териалов, а именно к инструментам цля сверления отверстий. Известно алмазное кольцевое сверло, включающее трубчатый корпус с алмазоносным слоем на его торцовой поверхности ClJ. Неаостатком указанного сверла является низкая размерная стойкость, вызван ная отсутствием механизма кокгпенсации износа алмазоносного слоя. Наиболее близким к изобретению является алмазное кольцевое сверло, со- цержащее трубчатый корпус и закрепленные на нем посредством упругого элемен та режушие элементы с алмазоносным слоем Г2. Указанное сверло обеспечивает возмо ность регулировки размеров отверстий при переходе от обработки ОДНОй партии деталей к другой, однако оно не позволя ет обеспечить тонкое регулирование диа- метров отверстий в пределах партии точных деталей одного типоразмера. Целью изобретения является повьпиение размерной стойкости инструмента. Поставленная цель достигается тем, что алмазное кольцевое сверло, содержащее трубчатый корпус и закрепленные на нем посредством упругого элемента режущие элементы с алмазоносным слоем, снабжено упругим разрезным кольцом с кулачками, контактирующими с режущими элементами, на цилиндрической поверхности корпуса и в упругом элементе вььполнены сквозные окна оля размещения режущих элементов, упругий элемент выполнен в виде разрезной втулки, смонтированной на наружной поверхности корпуса, а упругое разрезное кольцо с кулачками на внутренней поверхности корпуса. Такое вьшолнение сверла обеспечивает поворот режущих элементов относительно корпуса и тем самым обеспечивает компенсацию износа инструмента при переходе от обработки одной детали к другой. На фиг. 1 изображено сверло для обработки отверстий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сверло для обработки наружной цилиндрической поверх ности, поперечное сечение.. Алмазное кольцевое сверло (фиг, 1) содержит трубчатый корпус 1 с хвостовик 2 сия (закрепления инструмента в шпи№целе станка. На торцовой поверхности ко пуса 1 закреплен кольцевой алмазоносный слой 3, имеющий наружный диаметр Д и внутренний - d . В корпусе 1 инструмента вьтолнены окна 4 (фип. 1, 2) раЬположенные по окружности на некотором расстоянии от торца инструмента. На корпусе 1 установлена и закреплена разрезная упругая втулка 5 с окнами 6, которые совпадают с окнами 4 корпуса 1. На втулке 5 напрессованы алмаэонос ййё реясущие элементы 7, имеющие капневидное поперечное сечение, Утойщёнйая часть режущего элемента 7 расположена в окне 6. В полости корпуса инструмен fa ск онтйрован ь с вбзМонШЬстью поворота относительно корпуса у пругое разрезное кольцо 8. Для этого: в корпусе вы пйШёйы протЪчКй. По окружности кольцо снабжено кулачками 9, контактирующими с боковой поверхностью режущих элементов 7. Количество кулачков 9 и режущих элементов одинаково. Обработка отверстий инСтрумедтом пр изводится следующим образом. Инстру-, Иёйт закреплён в шпинделе, например, сверлильного станка, ему сообщаю - вра-;, Щательноё и поступательное движение. При врезании сверла основную работу рёЗаййй выполняет торцовая поверхность алмазоносного слоя 3, обрайобывая отверстие диаметром D . По мере врезания в, работу вступают режущие элементы 7, производя калибрование отверстия до диаметра D К В процессе работы происходит износ как алмазоносного слоя 3, так и режущих элементов 7, В процессе обработки партии деталей одного типо. размера при приближении диаметра обрабатываемого отверстия к предельному производят регулирование сверла путем поворота кольца 8 относительно корпуса 1, при этом кулачки 9 отжимают режущи элементы 7 от оси сверла, восстанавли.вая диаметрТЖ (см. фиг. 2). . .;1 Предлагаемый инструмент может быть использован для обработки наружной цилиндрической поверхности (фиг. 3)«В этом случае втулку 5 с режущими элементами 7 закрепляются в полости корпу
ййй}ашк са 1 инструмента в проточку, где ранее было установлено кольцо 8, а подвижное Копъи.о 8 монтируют на наружной стороне корпуса. Возможность перестановки местами втулки 5 и кольца 8 обеспечива-ется за счет того, что они вьтолнены разрезными и упругими. Собранный таким образом инструмент вырезает цилиндр .диаметром О , калибруя его режущими элементами до диаметра D/f« Регулировку этого диаметра производят также, как ив первом случае, путем поворота кольца 8 относительно корпуса. При этом режущие элементы 7 кулачками 9 поворачива.ют к оси сверла. Таким образом, инструмент позволяет производить сверление отверстий на большую глубину с достаточно высокой точностью, а также вырезать детали цилиндрической формы. При этом повьппается размерная стойкость сверл за счет компенсации их износа. Формула изобретения 1. Алмазное кольцевое сверло, содержащее трубчатый корпус и закрепленные на Нем посредстЬом упругого элемента режущие элемейты с алмазоносным слоем, о тли ч а ю щ е е с я тем, что, с целью повьпиения размерной стойкости, оно снабжено упругим разрезным кольцом С кулачками, контактирующими с режущими элементами, а на цилиндрической поверхности корпуса и в упругом элементе вь1попнены сквозные окна для размещения режущих элементов. 2. Сверло по п. 1, о т л и ч а ю щ ее с я тем, что упругий элемент представлен в виде разрезной втулки. 3. Сверло по п. 2, отличающееся тем, что, с целью обработки внутре1ЕП1ей цилиндрической поверхности, упругая втулка смонтирована на наружной поверхности корпуса, а упругое разрезное кольцо с кулачками на внутренней поверх-, ности корпуса. 4. Сверло по п. 2, о т л и .чающееся тем, что, с целью обработки наружной цилиндрической поверхности, упругая разрезная втулка смонтирована на внутренней поверхности корпуса.
а упругое разрезное кольцо с купачкаг и на наружной поверхности корпуса.
Источники информации, принятые во внимание при экспертизе
7457О1
1, Авторское свидетепьство СССР № 414120, кл. Е 23-01/4. 1972.
А-А
