1
Инструмент предназначен для нрименения на нреднрнятия.х, обрабатывающих детали из такн. неметаллических пысокотвердых и хрунких материалов, как кварц, ферриты, сит;1ллы, керамика, стекло и т. д..
Известна алмазная головка для обработки конусов, содержащая корпус и алмазоiiocHuii элемент.
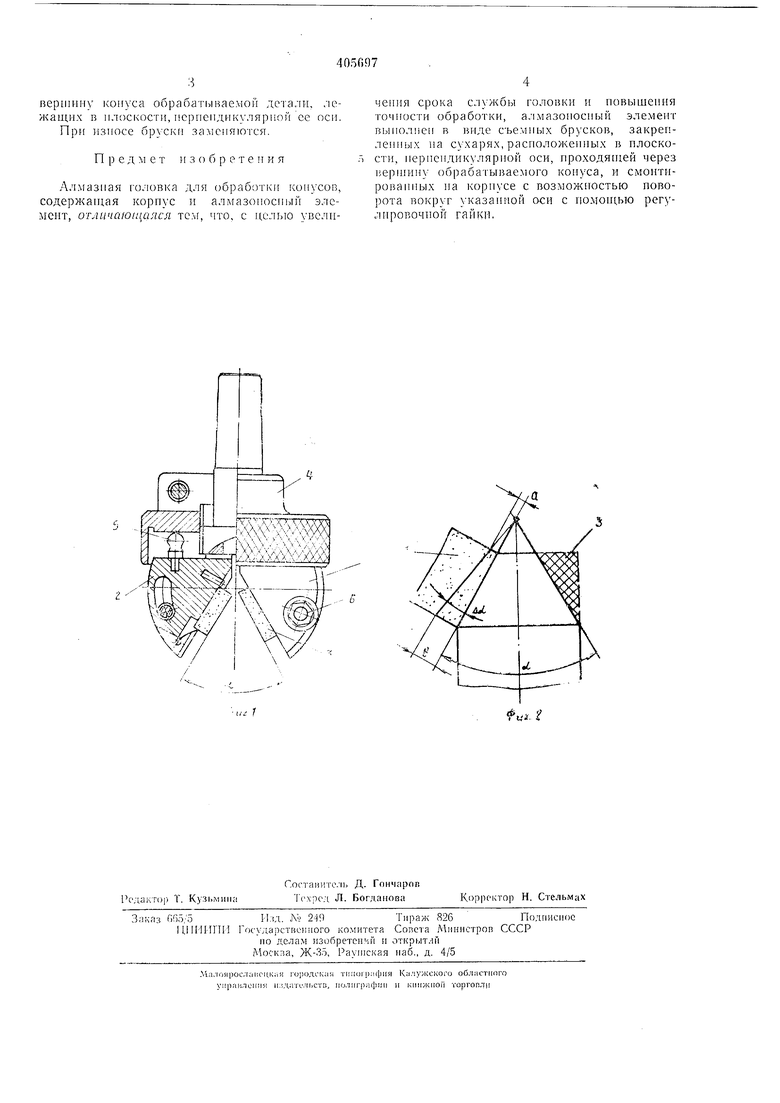
Однако нзнос алмазоносного слоя у такой головки происходит неравномерно (иаибольн ин нзнос у основания конуса и наименьший- у вершины). Это происходит вследствие удаления у обрабатываемой детали неравномерно расиределеииого ирипуска, а также из-за разности скоростей резания но высоте конуса. В результате чего на обработанной детали образуется конус с оншбKoii i; 2До.. Ec.nt ве.1нчнна -JTOH оигибкн иреIIытает донуск на угол конуса детали, то головка становится ненригодной к эксплуатации.
Цель изобретения - увеличение срока службы головки и иовышеиие точности обработки.
Это достигается тем, что алмазоносный эле.мент В1 н1олнен в внде съемных брзсков, закренлениых на сухарях, расиоложенных в плоскости, нериендикуляриой оси, нроходяИ1.ей через вершину обрабатываемого коиуса, Г} смоитиропаииых на корпусе с возможностью поворота вокруг указанной ocii с номош.ью регулир()1и)чной гайки.
На фиг. 1 ноказаиа конструкция а.чмазной го.ювки для образования конусов; на фиг. 2 - схема износа а.шазоносного слоя.
Конструкння алмазной голоикн д.чя ()б)азования коиусоп имеет корнус /, нодииж1Н)1о сухари 2, неско., Haii iHMO|i 2-8 а.имазных брусков :, изготовленных методом порошковой металлургнн на металлической связке. Регулировочная гайка -/, связана через шаровые опоры 5 с сухарямн, которые фиксируются относительно корнхса нрн номогии винтов 6.
Обработка алмазной головкн нронзводнтся на вертикально-фрезерном нлн сверлильном станке при вращении головки и одновременном неремен1,ени11 ее вдоль осн дета.пн. При этом охлаждающая жидкость нодводнтся в зону резания через центра.чьное отверс1не в корнусе головкн.
Нрн частичном износе алмазоносного слоя, т. е., когда нзнос нревыс1гг величину донуска на угол коиуса, необходнмо произвестн регулировку. Для этого необходнмо ослабить винты 6, повернуть регулировочную гайку 4, которая через И1аровые оноры толкает су.харн но к)уговым панравляюии м на корпусе. При бруски поворачиваются на задаииьш угол вокруг осей, нроходяпигх через
3
вершину конуса обрабатываемой детали, лежащих в плоскости, нернепдикулярноп се осн. При износе бруски заменяются.
Пред м е т и з обре т е и и я
Ал.мазная головка для обработки конусов, содержащая корпус и алмазоносный эле.мент, отличаю11(аясл те.г, что, с целью увелц4
чеиия срока службы головки и повышения точности обработки, алмазоносный элемент выполнен в внде съемны.х брусков, закренленны.к на су.харя.х, расноложенных в плоскости, нернсндикулярной оси, проходящей через вернпшу обрабаты15аемого конуса, и смонтированных на корпусе с возможностью поворота вокруг указанной оси с ло.мон(ыо регулировочной гайки.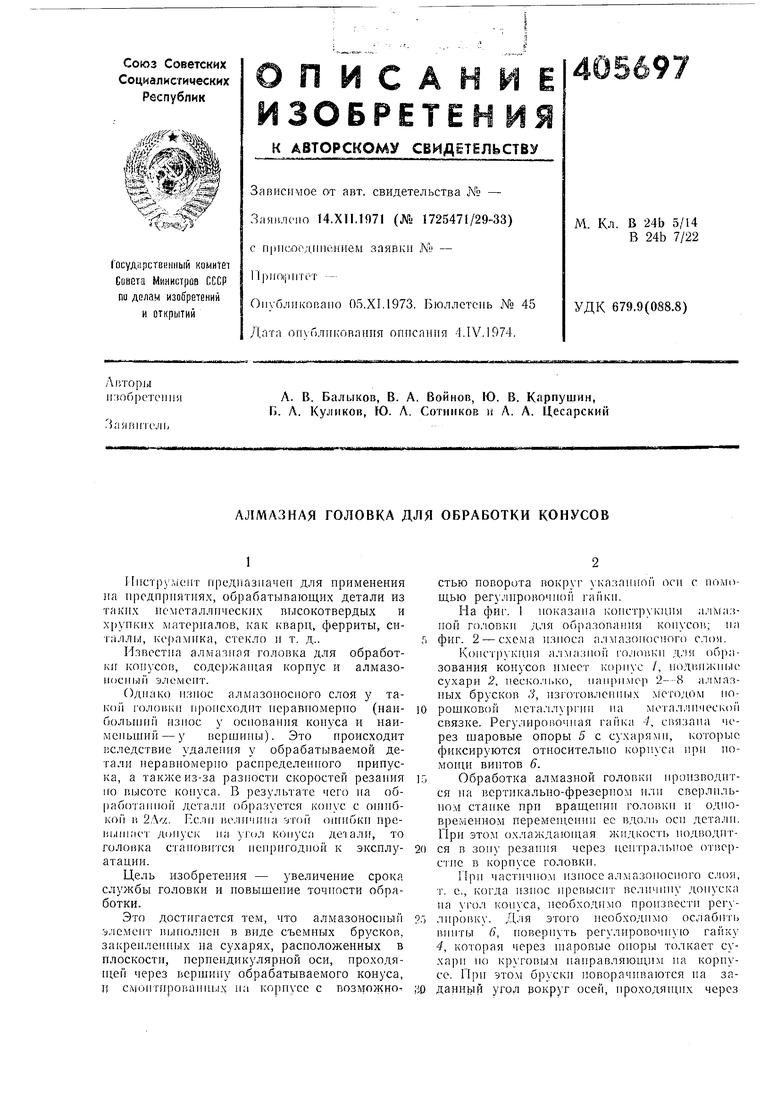
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазная головка для обработки конусов | 1973 |
|
SU462702A1 |
| Кольцевое сверло | 1973 |
|
SU455015A1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| СПОСОБ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ ЦИЛИНДРОВ ДВС И АЛМАЗНАЯ РАЗВЕРТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2120369C1 |
| МНОГОШПИНДЕЛБНЫЙ СТАНОК ДЛЯ ЦЕНТРОВКИ ИЗДЕЛИЙИЗ СТЕКЛА | 1967 |
|
SU195349A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| АЛМАЗНАЯ МЕЛКОРАЗМЕРНАЯ РАЗВЕРТКА | 2000 |
|
RU2193474C2 |
| Многодисковый инструмент | 1975 |
|
SU738856A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
