1
Изобретение относится к трубопрокатному производству и направлено па совершенствование оборудования выходных сторон станов винтовой прокатки.
Известное устройство для установки стержня с оправкой, включающее упорно-регулировочный механизм и ряд охватывающих стержень центрователей, не обеспечивает точной установки оправки по оси заготовки.
Цель изобретения - снизить разностенности гильз путем устранения смещения оправки в момент заполнения очага деформации и формирования переднего конца гильзы.
Для этого предлагаемое устройство снабжено удлиненной от первого центрователя до раскатного участка оправки втулкой, в передней части которой на наружной поверхности размещены элементы качения.
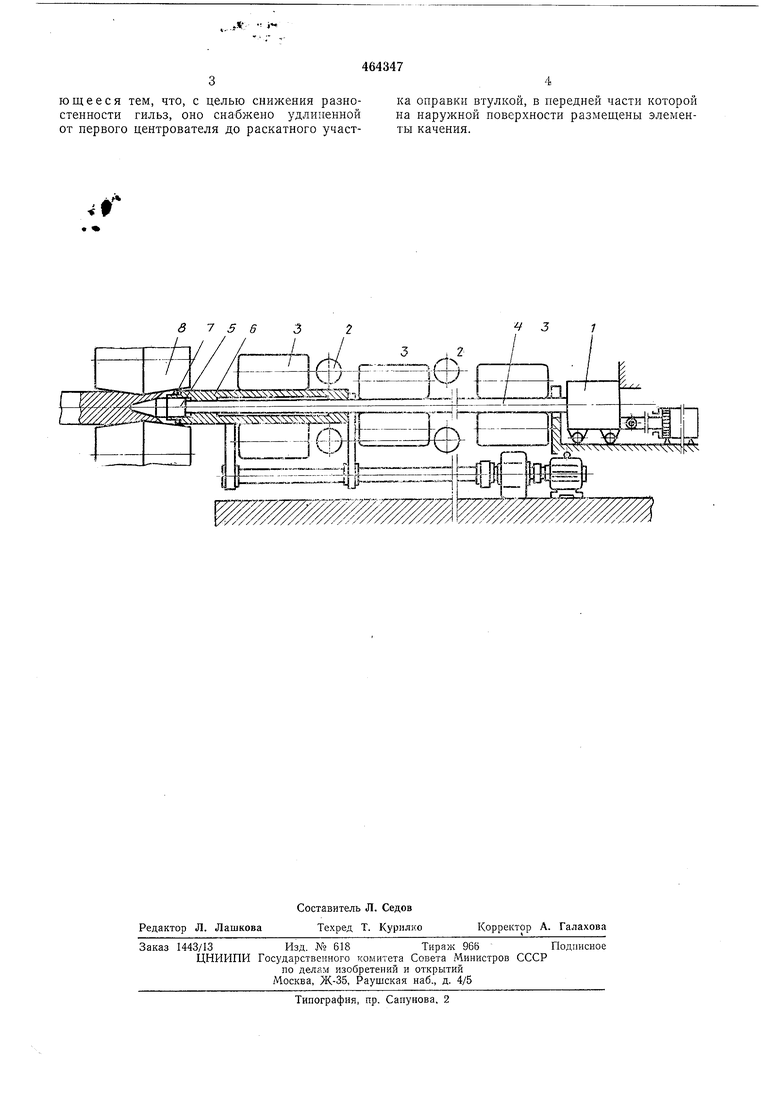
На чертеже схематично изображено предлагаемое устройство.
Оно включает упорно-регулировочный механизм 1, задающие ролики 2 и ряд центрователей 3, охватывающих стержень 4, на котором смонтирована удлиненная от первого центрователя до раскатного участка оправки 5 втулка 6. Элементы качения 7, контактирующие с рабочими валками 8, расположены в передней части втулки.
Устройство работает следующим образом.
Перед прошивкой стержень 4 с оправкой 5 устанавливается в очаге деформации упорнорегулировочным механизмом 1. Удлиненная втулка 6 подается задающими роликами 2 до контакта элементов качения 7 оправки с рабочими валками 8. Затем центрователи 3 охватывают стержень и центрируют стержень и втулку 6 относительно оси прокатки.
Устранение смещения оправки достигается повыщением жесткости системы, оправка - стержень - втулка и центрированием переднего конца втулки через элементы качения.
При заполнении очага деформации втулка 6 перемещается передним концом гильзы в осевом направлении по цилиндрической части оправки и стержня, а затем только по стержню до окончания процесса прощивки. По окончании прошивки центрователя 3 открываются, стержень с оправкой извлекается упорно-регулировочным механизмом 1. При этом втулка 6 остается на стержне. Гильза выдается за пределы выходной стороны.
Далее цикл повторяется.
Предмет изобретения
Устройство для установки стержня с оправкой на трубопрокатном стане, включающее упорно-регулировочный механизм и ряд охватывающих стержень центрователей, отличающееся тем, что, с целью снижения разностенности гильз, оно снабжено удлиненной от первого центрователя до раскатного участ464347ка оправки втулкой, в передней части которой на наружной поверхности размещены элементы качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ С ОПРАВКОЙ НА ТРУБОПРОКАТНОМ СТАНЕ | 2014 |
|
RU2559073C1 |
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Центрирующее устройство трубопрокатного стана | 1983 |
|
SU1090468A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| СПОСОБ УСТАНОВКИ СТЕРЖНЯ С КОРОТКОЙ ОПРАВКОЙ ПРОШИВНОГО СТАНА | 1998 |
|
RU2159685C2 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
S 75 6
