1
Изобретение относится к обработке металлов давлением, в частности к производству биметаллов, например проволоки.
Известен способ изготовления биметаллической сталеалюминиевой проволоки, заключающийся в горячем опрессовании стальной проволоки алюминиевой оболочкой, частичном охлаждении оболочки горячей биметаллической заготовки, выходящей из пресса, водой, прокаткой в четырехвалковых калибрах и последующем волочении на готовый размер.
Однако предварительное охлаждение сталеалюминиевой заготовки водой перед прокаткой увеличивает давление в очаге деформации, что приводит к усилению сцепления компонентов заготовки. Однако сохранение высокой температуры стального сердечника (до 500°С) после прокатки способствует интенсивному протеканию диффузионных процессов на границе раздела сталь-алюминий с образованием интерметаллических соединений, большинство из которых являются очень хрупкими.
При последующем волочении такой сталеалюминиевой заготовки на готовый размер происходит частичное разрушение промежуточного слоя, состоящего из интерметаллических соединений, которое ослабляет сцепление между алюминиевой оболочкой и стальным сердечником.
Цель изобретения - предотвратить образование хрупких интерметаллических фаз в переходном слое между алюминиевой оболочкой и стальным сердечником и сохранить сцепление при последующем волочении.
Это достигается охлаждением сталеалюминиевой заготовки проточной водой до комнатной температуры при выходе ее из прокатной клети.
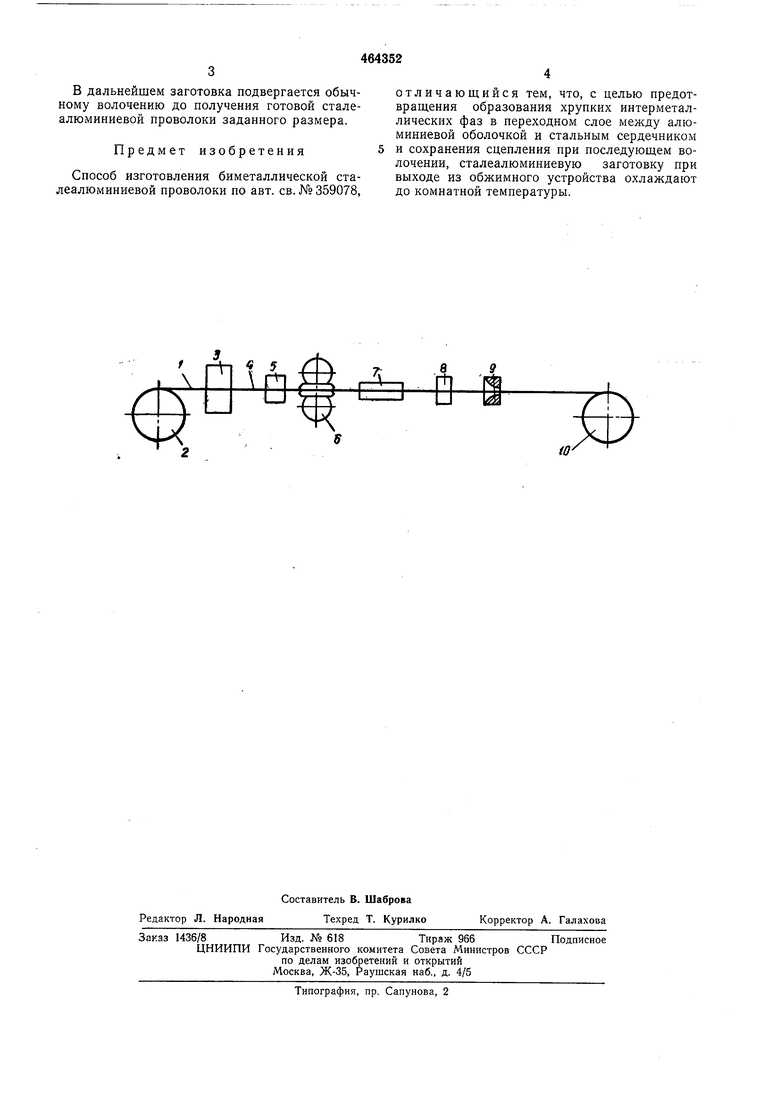
На чертеже изображено устройство, иллюстрирующее предлагаемый способ.
Оцинкованный стальной сердечник 1 с разматывателя 2 задается в пресс 3, где происходит его опрессование алюминиевой оболочкой при 500°С. Нагретая сталеалюминпевая заготовка 4 при выходе из пресса частично охлаждается в течение 0,5-1,0 сек в ванне 5 с проточной водой и задается в обжимное устройство, состоящее из приводных или холостых роликов, образующих четырехвалковый калибр 6.
При выходе из обжимного устройства заготовка подвергается резкому охлаждению проточной, водой до комнатной температуры в устройстве 7, освобождается от заусенцев в устройстве 8, проходит калибрующую волоку 9, и биметаллический подкат сматывается на моталку Ш.
В дальнейшем заготовка подвергается обычному волоченню до получения готовой сталеалюминиевой проволоки заданного размера.
Предмет изобретения
Способ изготовления биметаллической сталеалюминиевой проволоки по авт. св. № 359078,
отличающийся тем, что, с целью предотвращения образования хрупких интерметаллических фаз в переходном слое между алюминиевой оболочкой и стальным сердечником и сохранения сцепления при последующем волочении, сталеалюминиевую заготовку при выходе из обжимного устройства охлаждают до комнатной температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕАЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1972 |
|
SU359078A1 |
| Способ изготовления сталеалюминиевой проволоки | 1978 |
|
SU729265A1 |
| Способ изготовления биметаллической проволоки | 1973 |
|
SU464632A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1977 |
|
SU730472A1 |
| Способ изготовления сталеалюминиевой проволоки | 1982 |
|
SU1066694A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
| Способ изготовления сталеалюминиевой проволоки | 1988 |
|
SU1685567A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1983 |
|
SU1117325A2 |
