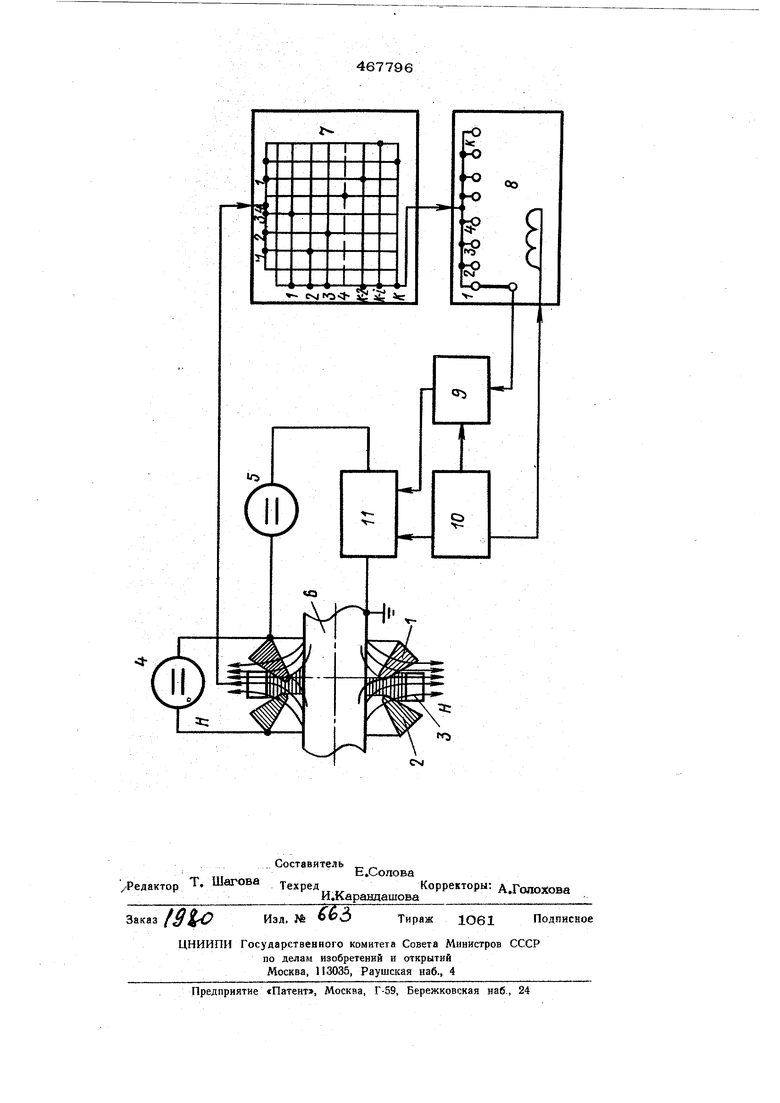
J,. вспомогательной ц сварочной дуг. Магнии ное поле Н можно создать либо досредст вом встречно включенных двух катушек (на чертеже не показаны), либо двух nocTO явных магнитов. Во всех случаях необходимо, чтобы магнитные поля &гкх. катушек или магнитов сходились в плоскости, ropeHggjCBg;; рочной дуги, т. е. чтобы сварочная дуга попадала в область продольного магнитного ,,, поля. Это продольное поле будет фиксировать сварочную дугу в точке ее. возбуждения. В качестве датчика 3 положения вспомогательной дуги можно использовать зонд, магниторезистор, фотодиод и т. п. Важно, .чтобы количество датчиков соответствоват лр количеству сварных точек (импульс ж тока), }ГЕсладьгаающихся по всей длине свари ваемого стыка. Все они расположены вдоль контура 9гыйа в строгой очередности от il-ro до I -го, причем 1-й и it -и датчики являю гея замыкающими. Каждый датчик в таком случае является топографическим ориентиром сварной точки на контуре стыка. Система автоматического управления сваркой состоит из датчиков 3 положения дежурной дуги, включенных последовательно с программатором 7 и коммутатором 8. Коммутатор связан с логической схемой И 9 и задающим генератором 10, соединенным с прерьгоателем 11 сварочного тока. Программатор 7 служит для задания программы (очередности) постановки сварных точек на стык.е. Он может быть выполнен в виде программирующей матрицы, на которой оператор-сварщик заранее устанавливает очередность сварных точек. Заданная последовательность сварных точек поддерживается коммутатором 8, который по входу схемы И 9 поочередно подключает 1-ый, 2-ой, 3-ий... К-чый выходы програм- матора. В качестве коммутатора можно применить шаговый искатель, либо выпол нить его в бесконтактном варианте. Режим сварки (длительность сварочных импульсов и пауз между ними) устанавливают с помощью задающего генератора 1О. Между электродами 1 и 2 от источника 4 возбуждается вспомогательная дуга. Под действием поля Н она быстро перемещается вдоль электродов. Поскольку коммутатор 8, находясь в исходном состоянии, через программатор 7 образует цепь с одним из датчиков (согласно программе) и схемой И 9, то вх6дё 1Гс 1вляется сигнал, фиксирующий момент прохождения вспомогательной дугой местоположения этого датчика, В этот момент задающий генератор 10 выдает сигнал на начало сварочного импульса. При посхупленни на второй вход очередного сигнала от 1-юго датчика cjteма И вырабатывает сигнал, включающий прерьтатель 11. Прерыватель 10Д1цроча к источнику свариваемые детали Q, ямй ду ним; и рабочим электродом 1 возбузйдается сварочная дуга {появляется сиг пналК Для возбуждения сварочной дуги не v г«j требуется никаких вспомогательных yci ройстъ. Достаточно на электрод и еталь jigpaTb,напряжение, и сра же в месте горения вспомогательной дуги возникнет «Барочная дуга. Этому способствует плазменный факел вспомогательной дуги. По-. Скольку она в этат момент времени нахО(ДИТся в месте положения определенного Iдатчика, то здесь и будет поставлена f сварная точка. Так как активное пятно I сварочной дуги, находящееся на рабочем электроде, развивается с пятна, находящегося на вспомогательном электроде, то последнее будет общим для обеих дуг. Так как сварочная дуга более мощная и неподвижна; то несмотря на воздействие поля Н прекращает, свое движение и вспомогательная дуга. Она как быj прилипаетj активным пятном к сварочной на время, соответствующее заданной длительности сварочного импульса. По окончании сварочного импульса генератор 7 выдает сигнал на прерьгоатель, который размьжает цепь и гасит сварочную дугу. С этого момен та вспомогательная дуга снова приходит в движение и не прекращает его в течение всей паузы. Одновременно с погасанием сварочной дуги сигналом коммутатор переключает второй вход схемы И 9 на следующий по программе датчик. Предмет изобретения Устройство для точечной сварки по заданной программе с использованием маломощного дежурного теплового потока, перемещаемого с помощью магнитного поля по свариваемой поверхности, вдоль каторой размещены даТчики положения дежурного теплового потока и рабочего теплового потока, вводимого в действие; при i совмещении дежурного теплового noTOjKai с соответстпвующим датчиком, о т л и ч 5 к ще е с я тем, что, с целью получения кан чественного соединения при дутчжой сварке неплавящимся электродом, охватываю- шим свариваемый стык и повторяющим его конфигурацию, устройство снабжено вспо могательным/(подобным оснсжному) и однопатешшальным со свариваемым иадепи ,ем электродом, расположенным параллель-4 но основному н предназначенным для ориентапви дежурной дуги перпендикулярно по отношению к основной.
CN
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ многоэлектродной дуговой сварки | 1991 |
|
SU1779504A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |