Изобретение относится к сварочной технике, конкретно к способам дуговой сварки преимущественно тонколистовых конструкций несколькими электродами.
Известен также способ сварки, в котором стык разбивают на равные участки, сварку выполняют несколькими электродами путем подачи импульсов сварочного тока на каждый электрод по заданной программе, причем обеспечивают перекрытие предыдущих точек последующими. Это увеличивает производительность труда и повышает качество сварных соединений, снижая сварочные напряжения и деформации.
Однако при сварке по этому способу необходимо для переключения источника питания с одного электрода на другой осуществлять по заданной программе коммутацию силовой сварочной цепи. Необходимо применение специального коммутатора большой мощности. Кроме того, электроды должны быть изолированы друг от друга. Все это также усложняет конструкцию сварочной установки и увеличивает ее стоимость.
.Целью изобретения является энергосбережение путем коммутации слаботочных цепей.
В способе коммутируют слаботочные цепи обмоток соленоидов, генерирующих магнитные поля у каждого из электродов. Это позволяет применить простой по конструкции и относительно дешевый коммутатор. Кроме того, поскольку отпадает необходимость в коммутации силовой сварочной цепи, не нужно изолировать друг от друга сварочные электроды, которые при сварке по предлагаемому способу электрически соединяют между собой и подключают к источнику питания дуги,
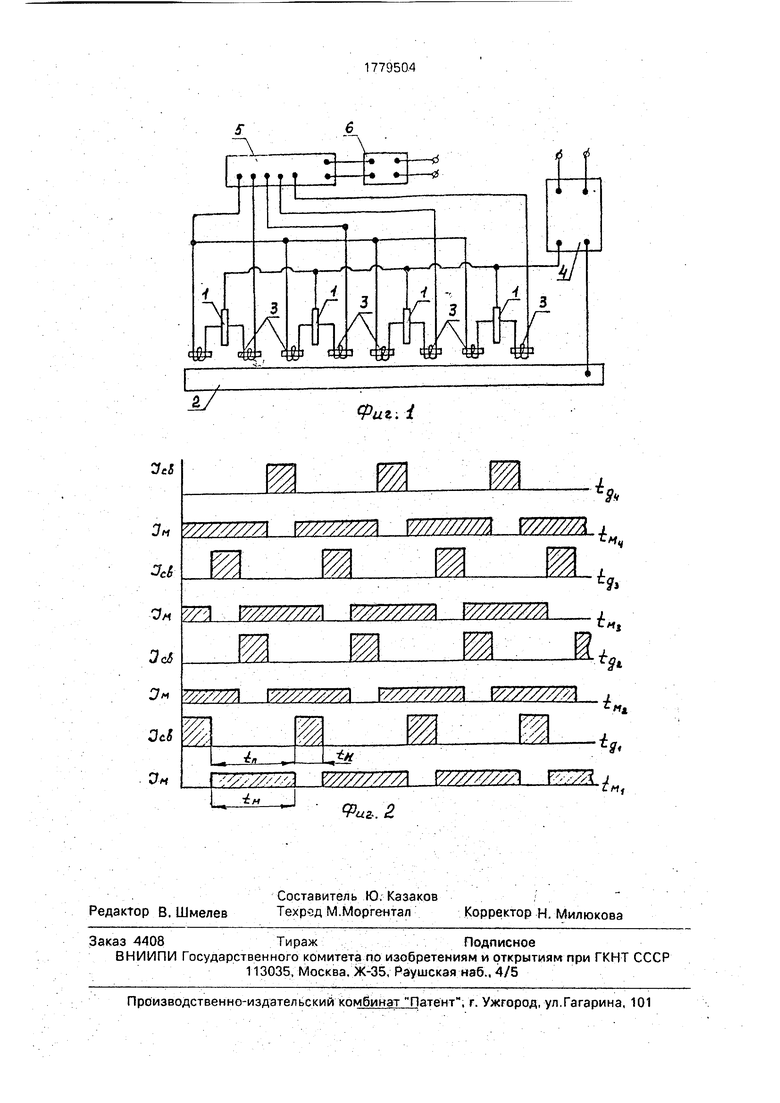
На фиг.1 показана схема соединений элементов сварочной и управляющей цепей для осуществления способа; на фиг 2 - циклограмма процесса сварки.
Против дуговых промежутков, образованных электродами 1 и свариваемым изделием 2, установлены электромагниты 3, генерирующие поперечные относительно осей электродов 1 магнитные поля. Электроды 1 соединены между собой и подключены к источнику питания дуги, второй полюс которого подключен к свариваемому изделию 2. Коммутатор 5 обеспечивает возможность подключения электромагнитов 3 к их источнику 6 питания по заранее заданной программе.
(Л
С
xi
VI
Ю
сл о
На фиг.2 приведена циклограмма процесса сварки, где Ice - сила сварочного тока; 1М - сила тока в электромагните; tgi - tg4 - временные оси, на которых отражаются изменения сварочного тока, проходящего соответственно через 1 - 4 электроды; tMi - tn4 - временные оси, на которых отражаются изменения тока, проходящего соответственно через 1 - 4 электромагниты; tn - длительность импульса сварочного тока; tn - длительность паузы между импульсами сварочного тока на данном электроде; tM - длительность включения электромагнита на данном электроде.
Пример. Проводим аргонодуговую сварку фланца диаметром 100 мм с тонкостенной оболочкой толщиной 2 мм из нержавеющей стали. Через коммутатор 5 была задана последовательность горения дуг; вначале на 1-м электроде, затем на 3-м, на 2-м и на 4-м. Для осуществления такого цикла подключали к источнику б питания .все электромагниты, кроме расположенного у электрода 1, включали источник питания дуги и зажигали дугу на электроде 1 любым известным способом (например, с помощью осциллятора). На других электродах дуга в это время зажечься не может, т.к. поперечное магнитное поле, генерируемое включенными электромагнитами, будет препятствовать этому, зажигание дуг блокировано магнитным полем. По окончании заданной длительности импульса с помощью коммутатора 5 включают магнитное поле на электроде 1, дуга гаснет. Одновременно включали магнитное поле на электроде 3 и зажигали на нем дугу. Затем эти операции повторяли относительно электродов 2 и 4 и вновь переходили к электроду 1. После каждого цикла все электроды смещали на величину шага, обеспечивающую перекрытие сварных точек. Циклы повторяли до тех пор, пока не будет выполнен сварной шов. При необходимости способ может быть осущест0
влен с любым количеством электродов. Длительность паузы между импульсами сварочного тока при сварке по предлагаемому способу будет равна для данного электрода сумме длительностей импульсов на всех остальных электродах
п- 1
tn - 2
где п - количество электродов.
Длительность включения электромагнита на каждом электроде будет равна длительности паузы tM tn.
Способ позволяет упростить конструкцию сварочного оборудования за счет того, что коммутируются слаботочные цепи электромагнитов, токи которых измеряются единицами ампер, тогда как в известных способах необходимо коммутировать вторичную сварочную цепь, токи в которой будут составлять сотни ампер, что усложняет конструкцию коммутатора и увеличивает его стоимость. Кроме того, все электроды соединены между собой электрически. В конструкции сварочной головки нет необходимости применять детали, изолирующие электроды друг от друга и от корпуса головки, а также отдельные токоподводы к каждому электроду. Это уг рощает, удешевляет конструкцию сварочной многоэлектродной
5
0
5
0
5
головки и экономит электроэнергию. Формула изобретения Способ многоэлектродной дуговой сварки, при котором дугу зажигают на каждом из электродов последовательно по заданной программе, отли .ающийся тем, что, с целью энергосбережения путем коммутации слаботочных цепей, перед началом сварки включают поперечное магнитное поле на дуговые промежутки, подают сварочное напряжение одновременно на все электроды, а сварку по заданной программе ведут путем последовательного отключения поперечного магнитного поля на рабочем электроде.
Фиг: i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ сварки дугой | 1987 |
|
SU1637971A1 |
| Генератор импульсов сварочного тока | 1984 |
|
SU1337212A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2245231C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
Сущность изобретения: сварочное напряжение подается одновременно на все электроды и перед началом сварки включают поперечное магнитное поле на дуговые промежутки. Сварка ведется по заданной программе. Для этого последовательно зажигают дугу на очередном электроде путем отключения на нем поперечного магнитного поля. 2 ил,
| Патент США № 3114829, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
