ползушки 15. При рабочем ходе (р.х.) опускание ракеля 14 и подъем форракеля 17 осуществляется пружиной 23, закрепленной на кронштейне 24. При холостом ходе (х. х.) подъем ракеля 14 и опускание форракеля 17 осуществляется электромагнитом 18.
Для установки ракеля 14 в рабочее положение, а также для снятия трафаретной сетки 10 с рамкой 11 с каретки 9 предусмотрена вертикальная регулировка, осуществляемая посредством маховика 25 и связанной с ним гайки 26, которая навинчивается на неподвижный винт 27, закрепленный в поперечной планке 28. В поперечной планке 28 установлены направляющие втулки 29, перемещающиеся по колонкам 30. При вращении маховика 25 происходит перемещение блока ракеля-форракеля в вертикальном направлении. Для промывки ракеля и форракеля вне установки в поперечной планке 28 в пазу с ласточкиным хвостом установлена съемная головка 31 с блоком ракеля-форракеля. Съемная головка 31 устанавливается до упора 32 и фиксируется винтом 27 и гайкой 33. Для съема съемной головки 31 необходимо отсоединить пружину 23, тягу 19, отпустить гайку 33, винт 27 и переместить ее справа налево по горизонтали.
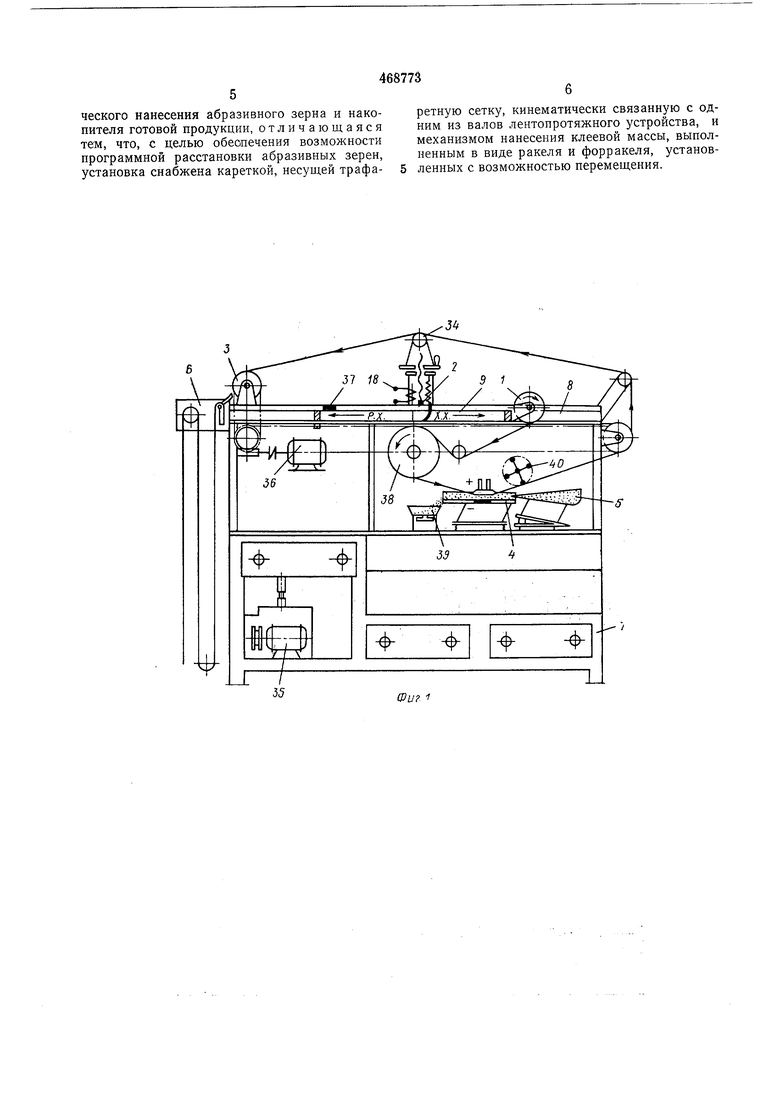
Лентопротяжный механизм состоит из двух пневмовалов (см. фиг. 1) и поддерживающих катушек 34. Пневмовалы за счет вакуума внутри них, создаваемого вакуумнасосом 35, обеспечивают транспортирование леиты основы 13 в установке от клеенаносящего устройства 2 в накопитель готовой продукции 6. Ведущая поверхность пневмовалов имеет вращение во время рабочего хода и неподвижна при холостом ходе, что обеспечивается обгонной муфтой.
Привод каретки 9 с трафаретной сеткой 10, а также лентопротяжного механизма 3 осуществляется от электродвигателя 36 червячного редуктора посредством цепной передачи. Величина хода каретки 9 и реверсирование ее движения обеспечивается электросхемой с помощью конечных выключателей по команде от путевых кулачков 37, установленных на каретке 9.
Печатный цилиндр 38 с эластичной покрышкой расположен под кареткой на одной оси с ракелем 14, служит для создания опоры ленте основы 13 при печати. Он установлен в подшипниках в башмаках, имеющих возможность вертикального перемещения для установки необходимого зазора между трафаретной сеткой 10 и лентой основы 13.
Система конденсаторов 4 для электростатического нанесения зерна состоит из верхнего регулируемого электрода и нижнего неподвижного, встроенного в поверхность транспортирующего вибростола. Питание высоким напряжением системы конденсаторов осуществляется от источника электростатического поля, размещенного совместно с электрооборудованием в столе 7 под панелью управления. Питание системы конденсаторов 4 абразивным зерном осуществляется от бункера 5. Излищки неиспользованных зерен ссыпаются в приемный короб 39. Встряхиватель 40 предусматривает удаление абразивных зерен, не закрепленных в клеевых отпечатках с помощью ударов лопастей головки, положение которой регулируется относительно ленты основы 13. Привод встряхивателя 40 осуществляется от индивидуального электродвигателя.
Накопление шлифовальной ленты при выходе с установки производится накопителем готовой продукции 6.
Изготовление шлифовальных лент на установке выполняется следующим образом. На
каретку 9 устанавливается подающая катушка 1 с лентой основы 13, которая заправляется в лентопротяжный механизм. Трафаретная сетка 10 с рамкой II устанавливается в каретку 9 и крепится винтом 12, при этом блок ракеля-форракеля подымается вращением маховика 25. В бункер 5 засыпается абразивное зерно. Включается вакуумный насос 34. С помощью маховика 25 ракель 14 опускается до контакта с лентой основы 13. Мелсду ракелем
14 и форракелем 17 наносится слой клея 41. С панели управления 36 включается установка. Во время рабочего хода (р.х.) ракель 14 продавливает через печатные элементы трафаретной сетки 10 клей 41, который образует
на ленте основы 13 клеевой отпечаток 42 программы расстановки зерен. После нанесения клеевого отпечатка 42 лента поступает в зону системы конденсаторов 4 электростатического поля, где происходит нанесение ориентированных абразивных зерен.
При выходе из зоны переноса незакрепленные зерна на поверхности ленты основы 13 удаляются встряхивателем 40. Неиспользованные зерна возвращаются в приемный короб 39. Готовая шлифовальная лента подается в накопитель готовой продукции 6. Дойдя до конечного положения, каретка 9 воздействует через путевые кулачки 37 на конечные выключатели, происходит реверсирование движения
каретки 9, соответствующее холостому ходу (х.х.). В это время прекращается движение ленты основы, подача абразивного зерна и действие электростатического поля. Срабатывает электромагнит 18, подымая ракель 14
над трафаретной сеткой 10, а форракель 17 опускается до касания с поверхностью трафаретной сетки 10 и при ее движении возвращает неиспользованный клей 41 в исходную позицию. Движение каретки 9 прекращается при
достил ении исходного положения, определяемого положением п тевого кулачка 37. Затем установка автоматически повторяет цикл. На установке предусматривается ручная работа и автоматическая по заданной программе.
Предмет изобретения
Установка для изготовления шлифовальных
лент, выполненная в виде клеенаносящего
устройства, валов лентопротяжного механизма, системы конденсаторов для электростатического нанесения абразивного зерна и накопителя готовой продукции, отличающаяся тем, что, с целью обеспечения возможности программной расстановки абразивных зерен, установка снабжена кареткой, несущей трафаретную сетку, кинематически связанную с одним из валов лентопротяжного устройства, и механизмом нанесения клеевой массы, выполненным в виде ракеля и форракеля, установленных с возможностью перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| Электроосадительная установка для изготовления шлифовальных лент | 1986 |
|
SU1324834A1 |
| Электростатическая установка для изготовления абразивных лент | 1977 |
|
SU745666A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ШКУРКИ | 1973 |
|
SU376217A1 |
| Автоматическая линия для производства шлифовальной шкурки | 1978 |
|
SU774934A1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| Устройство для изготовления абразивных лент | 1978 |
|
SU749650A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ С ВРАЩАТЕЛЬНО ОРИЕНТИРОВАННЫМИ ПРОФИЛИРОВАННЫМИ КЕРАМИЧЕСКИМИ АБРАЗИВНЫМИ ЧАСТИЦАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2569437C2 |
| Способ изготовления объемного абразивного полотна | 1988 |
|
SU1553368A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
