1
Изобретение относится к области стекольной промышленности, осуществляющей производство стеклянных труб.
Известна поточная линия для производства стеклянных труб, содержащая механизм отломки годных труб и брака, наклонную раму, горизонтальный приводной рольганг, печь отжига с механизмами загрузки и разгрузки труб и приемным устройством склада готовой продукции.
Процесс разбраковки заключается в том, что рабочий, пользуясь шаблонами, постоянно контролирует диаметр трубы и, проводя простейший логический анализ результатов измерений вдоль трубы, находит и вырезает из непрерывно движущейся трубы товарные отрезы. Кроме контроля диаметра рабочий с помощью мерной линейки отмеряет отрез по длине и в нужный момент времени включает механизм отломки товарных труб. Чтобы бракованная труба не понала на конвейер готовой продукции, рабочий вручную выполняет операции отрезки бракованных труб, их отломки и выбрасывания в стеклобой. Указанные операции требуют внимания и постоянного присутствия рабочего рядом с вытягиваемой трубой. Нерегулярность и малая интенсивность контроля, работа в условиях «горячего цеха затрудняет своевременное обнаружение брака.
Таким образом, недостатком известной поточной линии является невозможность автоматической разбраковки стеклянных труб по внешнему диаметру в процессе их непрерывного производства.
Целью изобретения является автоматизация процесса разбраковки стеклянных труб по внешнему диаметру в процессе их непрерывного производства.
Это достигается тем, что поточная линия снабжена оптико-цифровым измерителем диаметра труб, синхронизатором измерителя от линии вытягивания труб, схемой сравнения, счетчиком-измерителем длины трубы, регистрами задания длины и диаметра трубы, сдвиговым регистром, регистром задания профиля трубы, логическими схемами «И поиска годных трзд и поиска бракованных участков труб и триггером, причем оптико-цифровой
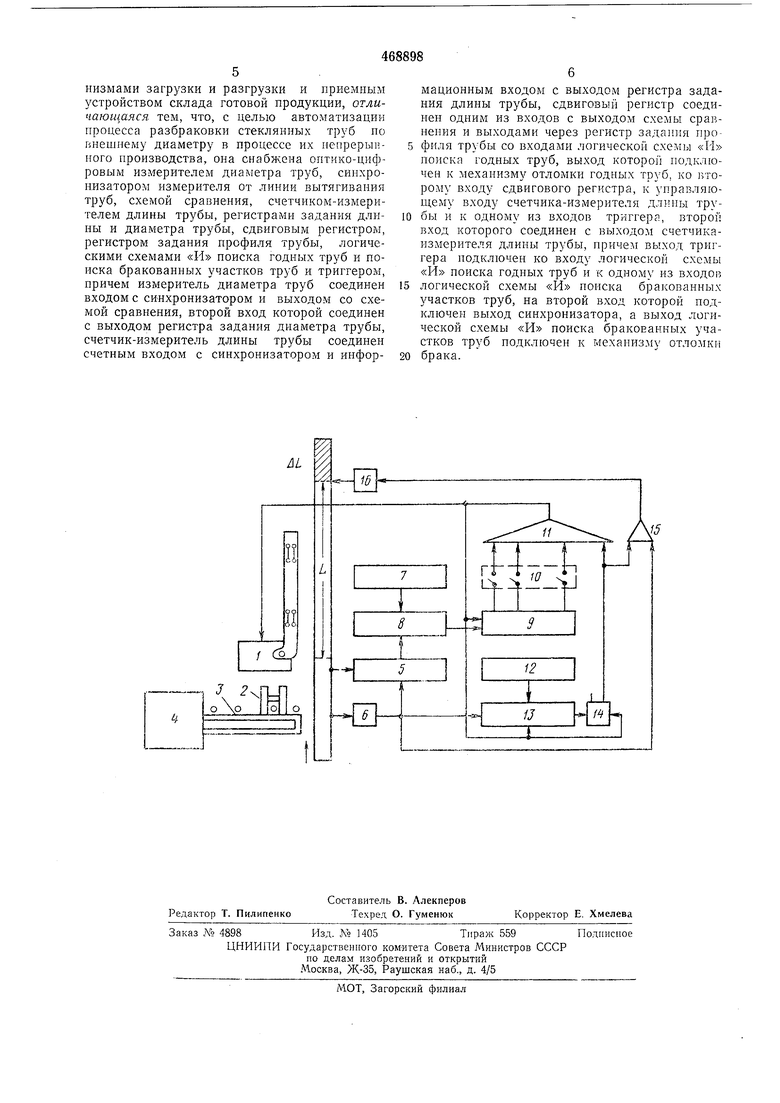
измеритель диаметра труб соединен входом с синхронизатором и выходом со схемой сравнения, второй вход которой соединен с выходом регистра задания диаметра трубы, счетчик-измеритель длины трубы соединен счетным входом с синхронизатором и информационным входом с выходом регистра задания длины трубы., сдвиговый регистр, соединенный одним из входов с выходом схемы сравнения и выходами через регистр заДания профиля трубы со входами логической схемы «И поиска годных труб, выход которой подключен к механизму отломки годных труб, ко второму входу сдвигового регистра, к управляющему входу счетчика-измерителя длины трубы и к одному из входов триггера, второй вход которого соединен с выходом счетчика-измерителя длины трубы, причем выход триггера подключен ко входу логической схемы «И поиска годнь(х труб и к одному из входов логической схемы «И поиска бракованных участков труб, на второй вход которой подключен выход синхронизатора, а выход логической схемы И поиска бракованных участков труб подключен к механизму отломки брака. На чертеже показана блочная схема поточной линии непрерывного производства стеклянных труб. Линия включает электромеханический механизм отломки товарных труб 1, наклонную раму 2, горизонтальный приводной рольганг 3, печь отжига с механизмами загрузки-разгрузки труб и нриемным устройством склада готовой продукции 4, оптико-цифровой измеритель 5, синхронизатор 6 измерительно-управляющего устройства, регистр 7 задания диаметра трубы, схему 8 сравнения, сдвигоБый регистр 9 профиля трубы, регистр 10 задания профиля трубы, логическую схему «И- 11 поиска товарных отрезков, регистр 12 для задания длины трубы, счетчик-измеритель 13 длины трубы, триггер 14, логическую схему «И 15 поиска бракованных участков трубы и механизм отломки брака 16. Длина сдвигового регистра равна L/AL дв. разрядов. Регистры 7, 10 и 12 для задания диаметра, профиля и длины трубы могут быть выполнены в кнопочном или другом виде. Выход синхронизатора 6 нодключен ко входам измерителя 5, счетчика-измерителя 13 и схемы «И 15 бракованиых участков трубы. Схема сравнения 8 своими входами подключена к выходам измерителя 5 и регистра 7 задания диаметра. Сдвиговый регистр 9 подключен одним входом к схеме сравнения 8, а по выходу через регистр 10 задания профиля соединен со схемой «И И поиска товарных отрезков, выход которой соединен со входами механизма отломки труб 1, сдвигового регистра 9, счетчика-измерителя 13 и триггера 14. В исходный момент времени регистр 9 и триггер 14 находятся в нулевом положении, а в счетчике-измерителе 13 занисан код заданной длины трубы, набранный на регистре 12. Устройство работает следующим образом. Контролер-онератор вводит в регистр 7 задания диаметра /Jmia- минимально допустимое значение внещнего диаметра товарной трубы и АД - допуск на диаметр, а в регистр 12 значение L - заданную длину товарного отреза. Импульсы, поступающие с выхода синхронизатора 6 с постоянным шагом AL по длине трубы независимо от скорости ее вытяжки (синхронизатор представляет собой насаженный на ось иривода тянульной машины непрозрачный диск с отверстиями; с одной стороны диска устанавливается источник света, а с другой - фотоприемник, с выхода которого при вращении диска снимаются сигналы, соответствующие нрохождению трубы на очередной отрезок длиной 4L) запускают оптико-цифровой измеритель 5 и одновременно с целью изменения длины трубы подсчитываются счетчиком-измерителем 13. Измеритель 5 с помощью блока линейной развертки осуществляет преобразование размера, получаемого в параллельном пучке света проекции трубы, в пропорциональный временной интервал, который затем преобразуется в цифровой код, соответствующий внешиему диаметру трубы. Этот код сравнивается схемой 8 с + AD, хранящемся в регистре 7. Если значение диаметра на участке трубы AL находится в пределах поля допуска, то в сдвиговый регистр 9 записывается «1, если за пределами допуска, то записывается «О. Таким образом, в сдвиговом регистре 9 формируется движущийся синхронно с трубой ее электронный снимок, состоящий из «1 и «О. Когда труба достигнет длины L, счетчикизмеритель 13, работающий на вычитание, выдает сигнал «нулевого состояния, который устанавливает триггер 14 в «1. Таким образом, при совпадении единиц крайних разрядов сдвигового регистра 9 и «единичного состояния триггера на выходе схемы «И 11 формируется сигнал-признак товарной трубы, который и приводит в действие отломочный механизм и возвращает всю схему устройства в исходное состояние. При несовпадении единиц в крайних разрядах регистра 9 (ОЛ1, 1ЛО, ОЛО) п триггера команда зануска механизма отломки товарной трубы не вырабатывается и после прохождения товарной трубы на участок AL очередной синхроимнульс пройдет схему «И 15 и запустит механизм отломки брака 16, который и отломает участок трубы AL. Так будет продолжаться до тех нор, нока не будет осуществлен автоматический поиск трубы, для которой диаметр концевых участков находится в пределах допусков. Так как схема «И поиска товарных отрезков соединяется со сдвиговым регистром 9 через регистр 10, задания профиля трубы, который может иметь кнопочное исполнение, то имеется возможность задавать любой «снимок (профиль) трубы. Например, при всех включенных кнопках система управлення позволит отбирать трубы, внешний диаметр которых по всей длине L (а пе только па концах) находится в пределах установленного допуска. Н р е д м е т и з о б р е т е н и я Ноточная линия для производства стекянных труб, содержащая машину вытугиваия труб, механизм отломки годных труб и рака, наклонную раму, печь отжига с механизмами загрузки и разгрузки и приемным устройством склада готовой продукции, отличающаяся тем, что, с целью автоматизации процесса разбраковки стеклянных труб по внешнему диаметру в процессе их непрерывного производства, она снабжена оптико-цифровым измерителем диаметра труб, сипхронизатором измерителя от линии вытягивания труб, схемой сравнения, счетчиком-измерителем длины трубы, регистрами задания длины и диаметра трубы, сдвиговым регистром, регистром задания профиля трубы, логическими схемами «И поиска годных труб и поиска бракованных участков труб и триггером, причем измеритель диаметра труб соединен входом с синхронизатором и выходом со схемой сравнения, второй вход которой соединен с выходом регистра задания диаметра трубы, счетчик-измеритель длины трубы соединен счетным входом с синхронизатором и информационным входом с выходом регистра задания длины трубы, сдвиговый регистр соединен одним из входов с выходом схемы сравнения и выходами через регистр задания профиля трубы со входами логической схемы «И ноиска годных труб, выход KOTOpoii подключен к механизму отломки годных труб, ко irroрому входу сдвигового регистра, к управляющему входу счетчика-измерителя длимы трубы и к одному из входов триггера, второй вход которого соединен с выходом счетчикаизмерителя длины трубы, причем выход триггера подключен ко входу логической схемы «И ноиска годных труб и к одному из входов
логической схемы «И нонска бракованных участков труб, на второй вход которой подключен выход синхронизатора, а выход логической схемы «И поиска бракованных участков труб подключен к механиз. отломки
брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Автоматическое устройство сортировки по весу | 1989 |
|
SU1830294A1 |
| Устройство для измерения длины движущихся изделий | 1978 |
|
SU765644A1 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
| Автомат для сортировки деталей | 1982 |
|
SU1123746A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для определения абсолютного положения вала исполнительного механизма | 1988 |
|
SU1781822A1 |
| Устройство для допускового контроля | 1986 |
|
SU1668982A1 |
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
