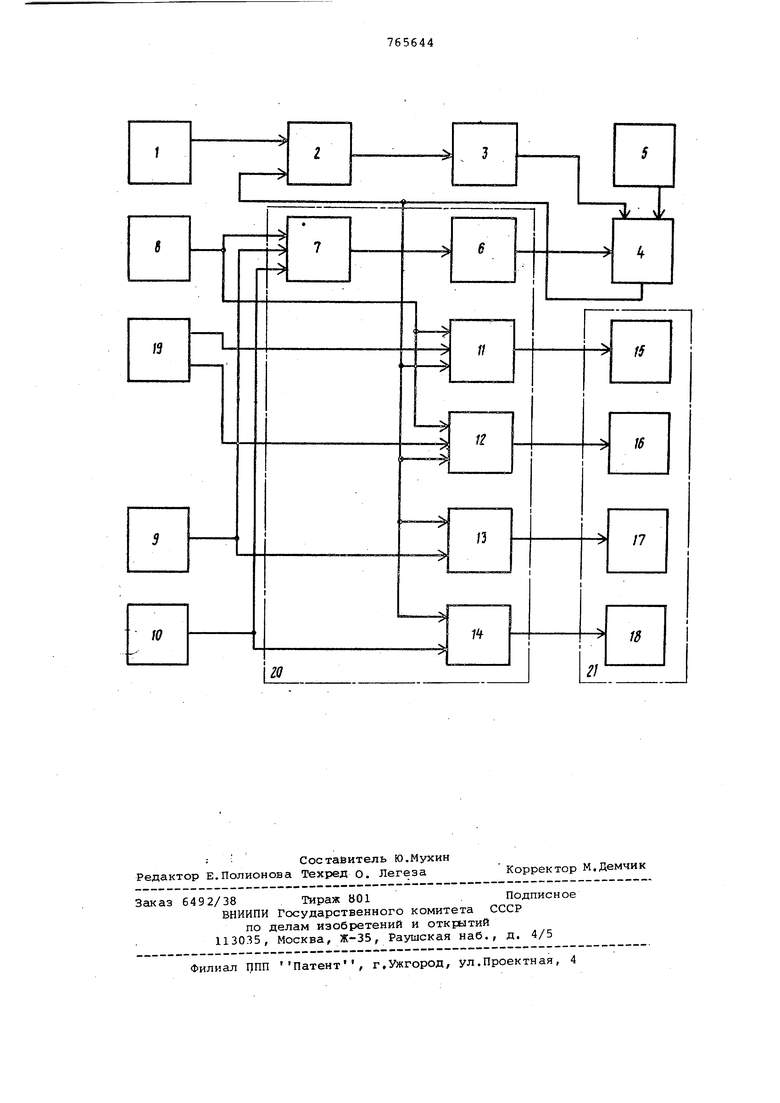
Изобретение относится к измерительной технике и может быть исполь зовано в металлургии для дифференцированного контроля длины проката различных групп качества. Известно устройство, содержащее измеритель длины и регистратор, которое позволяет осуществлять измере ние длин мерных изделий двух групп качества, например годных и бракова ных труб при их формировании из электросварной заготовки 1J.Недостатком устройства является то, что для получения суммарных длин двух групп качества необходимо осуществлять операцию умножения количества годных и бракованных изделий на вел чину их длины. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для измерения длины движу щихся изделий, содержащее импульсный датчик перемещения и регистратор дли ны 2. Недостатком этого устройства является то, что оно не позволяет дифференцированно измерять суммарные длины проката различных групп качест ва при его нарезании и разбраковке. Целью изобретения является обеспечение .измерения суммарных длин различных групп качества при , нарезании и разбраковке изделий. Это достигается тем, что устройство снабжено реверсивным счетччком дешифратором нуля,, мyльтивибpaтopo ключом, датчиками импульсов реза, блоком признака качества изделия и блоком управления, вход сложения рс версивного счетчика соединен с выходом импульсного датчика перемещения, вход вычитания - с ВЫУ. .дом ключа, одкн вход которого подключен к выходу блока управления, второй - к выходу дешифратора нуля, а третий - к выходу мультивибратора, входы регистратора длины подключены, к выходом блока управления, входы которого соединены с выходами ключа, датчиков импульсов реза и блока признака качества изделия. На чертеже представлена функциональная схема устройства для измерения длины движущихся изделий. Устройство содержит импульсный датчик 1 перемещения изделия, реверсивный счетчик 2, дешифратора 3 нуля, ключ 4, мультивибратор 5, .дифференцирующее звено 6, схему 7 ИЛИ, датчи,ки8, 10 импульсов реза, четыре схемы 11, 12, 13, 14И, четыре счетчика 15, 16, 17 и 18 импульсов, блок ,19 признака качества изделий, Дифференцирующее звено 6, схема 7 ИЛИ, схемы 11, 12, 13,14 И образуют блок 20 управления. Счетчики 15, 16, 17, 18 образуют регистратор 21 длины. Датчик 8 импульсов реза формирует сигналы годных и бракованных полномерных изделий в случае отсутствия дефектов на мерной длине изделия или при наличии наНей более двух дефектов. Датчик 9 импульсов реза формиру|ет сигнал начала дефектного участка, дйтчик 10 импульсов реза формирует сигнал конца дефектного участка. Сигналы датчиков 8, 9 импульсов реза фор 1ируются при наличии на мерной длине изделия одного дефекта, в этом случае производится вырубка дефектного участка и образование неполномерных годного и дефектного изделий,: Накопление длин полномерных годных и бра ;:ованных, а также неполномерных годных и бракованных изделий осуществляется в регистраторе длины счетчиками 15, 16, 17 и 18 соответственно.
Устройство работает следующим образсм. При движении изделия счетчик 2 су1 мирует импульсы датчика 1, Если на изделии отсутствуют дефекты, блок 19 признака качествв изделий выдает разрешающий потенциал на вход схемы 11 И, При достижении изделием заданной длины датчик 8 вырабатывает сигнал на входы схем 11 и 12 и схемы 7,с выхода которого сигнал, сформированный звеном 6, устанавливает ключ 4 в состояние, разрешающее поступление импульсов мультивибратора 5 на вход вычитания счетчика 2 и схем 11, 12, 13, 14 И. Через схему 11 И импульсы мультивибратора поступают на вход счетчика 15 до тех пор, пока счетчик 2 не устанавливается в нулевое состояние и чечерез дешифратор 3 не устанавливает ключ 4 в исходное состояние, запрещающее прохождение импульсов мультивибратора 5, Если на изделии обнаружено два и более дефектов, то блок 19 выработает разрешающий потенциал на вход схемы 12 И, цикл работы устройства повторяется аналогично СЛУj чаю полномерного годного изделия с той лишь разницей, что импульсы мультивибратора 5 через схему 12 И проходят на вход счетчика 16. Если на изделии имеется один дефект, то при подходе начала дефектного участка к линии реза датчик 9 вырабаты -
вает сигнал, который поступает на вход схемы 7 ИЛИ и на вход cxetfn 13 И,
Цикл работы устройства повторяет- . ся и в счетчике 17 и через схему 13 5 фиксируется длина неполномерного годного изделия. При подходе конца дефектного участка изделия к линии реза датчик 10 вырабатывает сигнал на входы схемы 7 ИЛИ и 14 И и че0рез схему 14 И в счетчике 18 суммируются импульсы мультивибратора 5 дли- , ны неполномерного дефектного изделия. По окончании измерений в счетчике 15 регистрируется суммарная длина полно5 мерных годных изделий, в счетчике 16 - полномерных бракованных изделий, в счетчике 17 - неполномерных годных изделий, в счетчике 18 неполномерных бракованных изделий, QДлительность импульсов датчиков
8, 9 и 10 выбирается несколько меньшей величины периода следования импульсов датчика 1, а частота мультивибратоЕ выбирается такой, чтобы за время действия импульсов датчиков 5 8, 9 и 10 осуществлялось полное вычитание содержимого счетчика. 2.
Формула изобретения
Устройство для измерения длины движущихся изделий, содержащее импульсный датчик перемещения и регистратор длины, отличающееся
тем, что, с целью обеспечения измерения суммарных длин различных групп качества при нарезании и разбраковке изделий, оно снабжено реверсивным счетчиком, дешифратором нуля, мультивибратором, ключом, датчиками
импульсов реза, блоком признака качества изделия и блоком управления, вход сложения реверсивного счетчика ,соединен с выходом импульсного датчика перемещения, вход вычитания - с
выходом ключа, един вход которого
подключен к выходу блока управления, второй - к выходу дешифратора нуля, а третий - к выходу мультивибратора, входы регистратора длины подключены
к выходам блока управления, входы которого соединены с выходами ключа, датчиков импульсов реза и блока признака качества изделия.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР
по заявке № 2314024/27,кл.С 01 в 7/04, 1976,
2.Авторское свидетельство СССР
596817, кл, С 01 В 7/04, 1975 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для измерения длины движущихся изделий | 1980 |
|
SU937995A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Автоматическое устройство для сортировки мерных изделий | 1977 |
|
SU710668A1 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Автоматическое устройство сортировки по весу | 1989 |
|
SU1830294A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |