1
Изобретение относится к области автоматизации прокатных станов, а точнее к автоматизации контроля и разбраковки проката.
Изобретение наиболее эффективно может быть использовано в станах, к которым предъявляются более высокие требования к разбраковке проката.
Известно устройство для автоматической разбраковки проката, содержащее дефектоскоп, отрезное устройство, датчик перемещения и логический счетно-решающий командный комплекс. Организация работы устройства такова, что прокат сначала дефектоскопируется, затем режется и после этого сортируется 1.
Недостатком такого устройства является то, что не учитывается нахождение дефекта в зоне разброса места предстоящего реза, в связи с чем в партию с годным прокатом может попасть брак или годный прокат может быть отправлен в брак. Это возникает из-за того, что рез двил ущегося проката на мерные длины производится с некоторой степенью точности. При наличии дефекта в зоне, определяемой возможным разбросом места предстоящего реза, возникает неопределенность в разбраковке проката, так как положение плоскости реза в этой зоне имеет вероятностный характер. Это значит,
что нельзя определить однозначно где находится брак, если дефектоскоп указывает на присутствие дефекта в этой зоне,--до или после места реза и соответственно в отрезаемом или в последующем отрезке проката. Поэтому для исключения попадания бракованного проката в партию с годным в случае обнаружения дефекта в зоне разброса места реза оба отрезка проката, примыкающие к плоскости реза, сбрасываться в брак. Однако в известном устройстве это не учитывается.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее дефектоскоп, установленный перед отрезным устройством, линию транспортировки и кинематически связанный с ней датчик перемещения, логический блок управления механизмом разбраковки, состоящий из двоичного счетчика с программируемыми коэффициентами пересчета, учитывающими длину листа и допуск на нее, и датчик положения режущего механизма, с помощью которого в счетчик вводится программа, соответствующая расстоянию от дефектоскопа до начала зоны реза 2.
Недостаток известного устройства для автоматической разбраковки проката заключается в том, что зона разброса места предстоящего реза проката определяется только в функции длины, так как программируемые коэффициенты пересчета учитывают длину и допуск на нее. Таким образом, учет ведется только погрешности измерительной системы. Но разброс реза определяется, кроме того, еще и погрешностями исполнительной системы, которые зависят от скорости движения проката, так как известно, что чем меньще скорость, тем точнее рез, и соответственно чем больше скорость движения проката, тем больше зона разброса места реза. Поскольку скорость движения проката в таком устройстве не учитывается, то возникает несоответствие контролируемым интервалом и истинной величиной зоны разброса места реза. При этом возможны два случая: контролируемый интервал меньше истинной зоны разброса места реза; контролируемый интервал больше зоны разброса места реза. В первом случае в партию с годным прокатом может попасть брак и наоборот - в брак может попасть годный прокат. Во втором случае увеличивается количество годного проката, отправляемого в брак. Другим недостатком известной конструкции является то, что дискретность системы отсчета не позволяет добиться точного соответствия между контролируемым интервалом, в котором находится зона разброса места реза, и истинной величиной зоны разброса места реза, что .также приводит к указанным выше недостаткам.
Целью изобретения является более точное определение зоны разброса места реза для уменьшения количества годного проката, попадающего в брак при наличии дефекта в этой зоне.
Поставленная цель достигается тем, что устройство для автоматизации разбраковки проката, содержащее линию транспортировки, кинематически связанный с ней датчик перемещения, дефектоскоп, установленный перед отрезным механизмом, блок отсчета мерных отрезков проката, логический блок управления механизмом разбраковки, снабжено датчиком скорости, звеном интегрирования скорости движения проката, пороговым элементом, регулировочным резистором, инвертором, схемой совпадения, триггером, усилителем и реле.
Такое конструктивное выполнение позволяет путем интегрирования скорости движения проката определить требуемые границы контроля проката на дефектность в зоне разброса места реза.
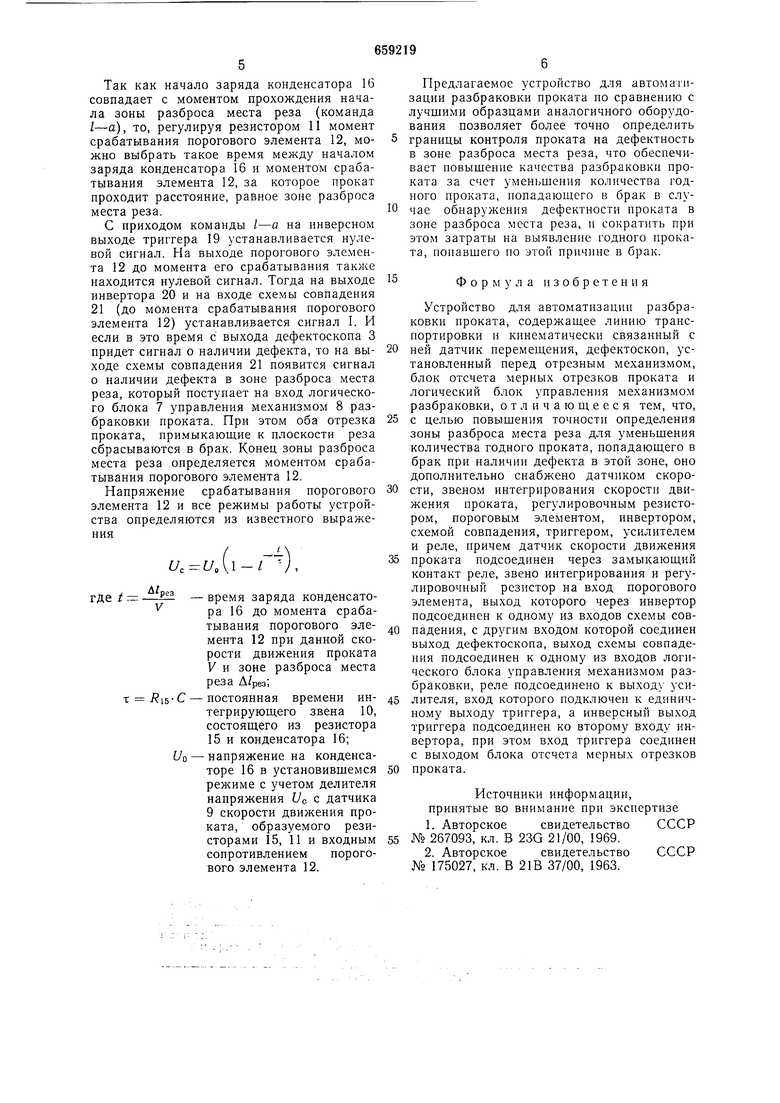
Па чертеже приведена блок-схема устройства для автоматизации разбраковки проката в случае наличия дефекта в зоне разброса места реза.
Устройство для автоматизации разбраковки проката содержит линию 1 транспортировки проката 2, дефектоскоп 3, установ.ленный перед отрезным механизмом 4, датчик 5 перемещения, кинематически связанный с линией 1 транспортировки проката, блок 6 отсчета мерных отрезков проката, логический блок 7 управления механизмом 5 8 разбраковки проката, датчик 9 скорости движения проката, подключаемый через интегрирующее звено 10 и регулировочный резистор 11 на вход порогового элемента 12 с помощью замыкающего контакта 13 реле 10 14. Интегрирующее звено 10 состоит из резистора 15 и конденсатора 16. Реле 14, включение которого производится в момент входа зоны 17 разброса места реза в поле контроля дефектоскопа, подсоединено на
15 выход усилителя 18. Вход усилителя 18 подсоединен к единичному выходу триггера 19, управление которым производится с помощью блока 6 отсчета мерных отрезков проката. Выход порогового элемента 12 через согласующий инвертор 20 соединен со схемой совпадения 21, к другому входу которой подключен выход дефектоскопа 3. Выход схемы совпадения 21 подсоединен к логическому блоку 7 управления механиз5 мом 8 разбраковки проката.
Устройство работает следующим образом. При движении проката блок 6 отсчета мерных отрезков, в который введены программы на длину отрезка / и расстояние а
0 от дефектоскопа 3 до отрезного механизма 4, ведет счет импульсов, поступающих с датчика 5 перемещения проката.
В момент подхода места предстоящего реза к дефектоскопу 3 блок 6 отсчета мерных отрезков проката выдает команду /-а (до реза осталось а метров), начало зоны 17 разброса места реза в поле контроля дефектоскопа 3. Эта команда запоминается триггером 19. При этом усилителем 18
0 включается реле 14, замыкающим контактом 13 которого напряжение, пропорциональное скорости движения проката, с датчика 9 скорости движения проката подключается через интегрирующее звено 10 и через регулировочный резистор 11 на вход порогового элемента 12. Время срабатывания порогового элемента 12 зависит от скорости изменения напряжения заряда конденсатора 16, которая в свою очередь определяется соответствующим значением напряжения, пропорционального скорости движения проката.
При линейной аппроксимации экспонен5 циальной зависимости заряда конденсатора 16 связь между временем срабатывания порогового элемента 12 и скоростью движения проката оказывается линейной и обратно пропорциональной, т. е. с ростом скорости (напряжения, пропорционального скорости) уменьщается время срабатывания порогового элемента
д/
/
Так как начало заряда конденсатора 16 совпадает с моментом прохождения начала зоны разброса места реза (команда /-а), то, регулируя резистором 11 момент срабатывания порогового элемента 12, можно выбрать такое время между началом заряда конденсатора 16 и моментом срабатывания элемента 12, за которое прокат проходит расстояние, равное зоне разброса места реза.
С приходом команды /-а на инверсном выходе триггера 19 устанавливается нулевой сигнал. На выходе порогового элемента 12 до момента его срабатывания также находится нулевой сигнал. Тогда на выходе инвертора 20 и на входе схемы совпадения 21 (до момента срабатывания порогового элемента 12) устанавливается сигнал I. И если в это время с выхода дефектоскопа 3 придет сигнал о наличии дефекта, то на выходе схемы совпадения 21 появится сигнал о наличии дефекта в зоне разброса места реза, который поступает на вход логического блока 7 управления механизмом 8 разбраковки проката. При этом оба отрезка проката, примыкающие к плоскости реза сбрасываются в брак. Конец зоны разброса места реза определяется моментом срабатывания порогового элемента 12.
Напряжение срабатывания порогового элемента 12 и все режимы работы устройства определяются из известного выражения
и,и,1-1
де - -время заряда конденсато ра 16 до момента срабатывания порогового элемента 12 при данной скорости движения проката V и зоне разброса места реза А/рез;
t .Ri5- С - постоянная времени интегрирующего звена 10, состоящего из резистора 15 и конденсатора 16; UQ - напряжение на конденсаторе 16 в установивщемся режиме с учетом делителя напряжения Uc с датчика 9 скорости движения проката, образуемого резисторами 15, 11 и входным сопротивлением порогового элемента 12.
Предлагаемое устройство для автомачизации разбраковки проката по сравнению с лучщими образцами аналогичного оборудования позволяет более точно определить
границы контроля проката на дефектность в зоне разброса места реза, что обеспечивает повышение качества разбраковки проката за счет уменьшения количества годного проката, попадающего в брак в случае обнаружения дефектности проката в зоне разброса места реза, и сократить при этом затраты на выявление годного проката, попавшего по этой прич)1не в брак.
Ф о р м } л а изобретения
Устройство для автоматизации разбраковки проката, содержащее линию транспортировки и кинематически связанный с
ней датчик перемещения, дефектоскоп, установленный перед отрезным механизмом, блок отсчета мерных отрезков проката и логический блок управления механизмом разбраковки, отличающееся тем, что,
с целью повышения точности определения зоны разброса места реза для уменьшения количества годного проката, попадающего в брак при наличии дефекта в этой зоне, оно дополнительно снабжено датчиком скорости, звеном интегрирования скорости движения проката, регулировочным резистором, пороговым элементом, инвертором, схемой совпадения, триггером, усилителем и реле, причем датчик скорости движения
проката подсоединен через замыкающий контакт реле, звено интегрирования и регулировочный резистор на вход порогового элемента, выход которого через инвертор подсоединен к одному из входов схемы совпадения, с другим входом которой соединен выход дефектоскопа, выход схемы совпадения подсоединен к одному из входов логического блока управления механизмом разбраковки, реле подсоединено к выходу усилителя, вход которого подключен к единичному выходу триггера, а инверсный выход триггера подсоединен ко второму входу инвертора, при этом вход триггера соединен с выходом блока отсчета мерных отрезков
проката.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N° 267093, кл. В 23G 21/00, 1969.
2.Авторское свидетельство СССР № 175027, кл. В 21В 37/00, 1963.
17
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Система автоматической разбраковкилиСТОВ | 1976 |
|
SU816595A1 |
| Способ изготовления сварных труб | 1989 |
|
SU1669606A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Электромагнитный дефектоскоп | 1978 |
|
SU862057A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
©
0
1
/5/6
/V
2/
20
