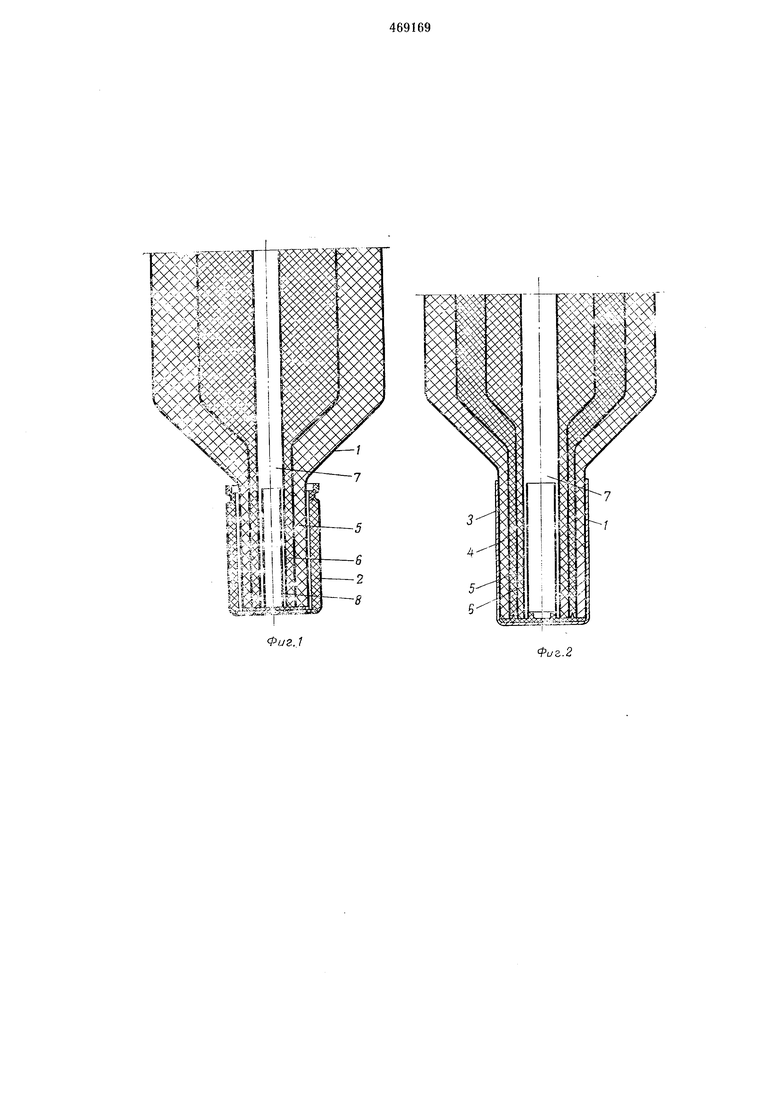
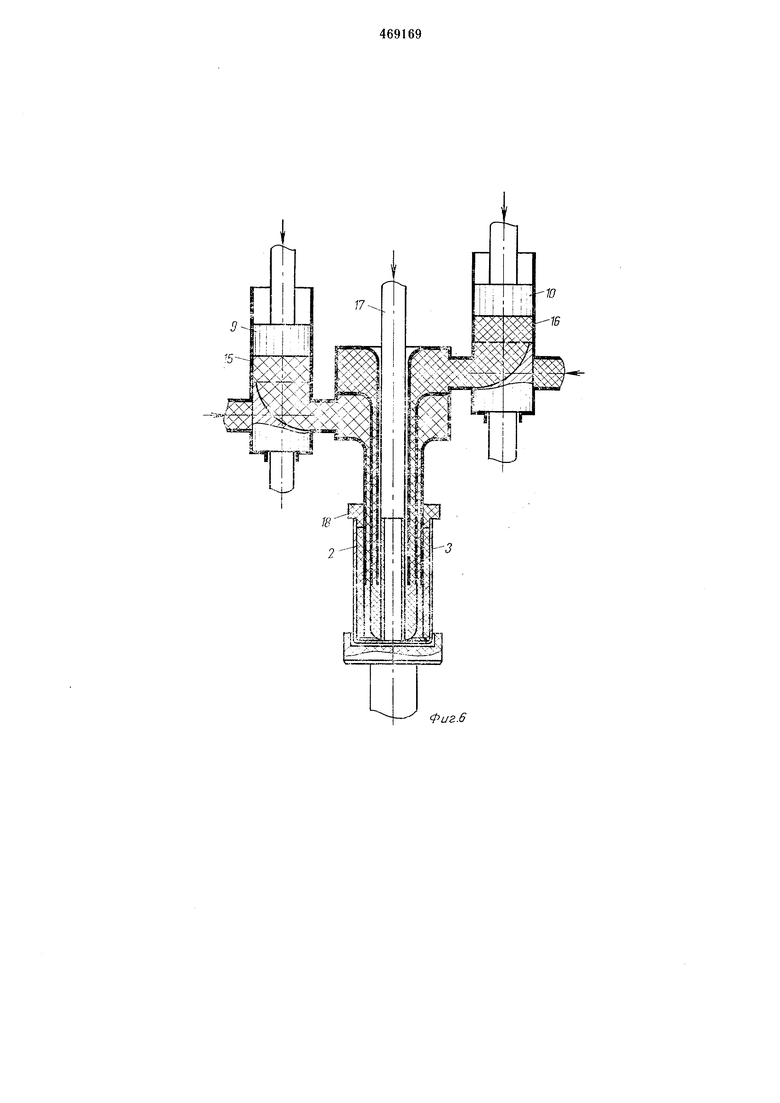
устройство подготовлено к надеванию корпуса элемента 3 с положительным электродом 2 на мундштук 1. Надевание осуществляется штоком 19. После надевания корпуса с положительным электродом на мундштук и подачи токоотвода клапаны поворачиваются, соединяя полости цилиндров с соответствуюш,ими полостями мундштука. Поршни начинают опускаться в соответствии с выбранным законом истечения. Заполнители из соответствующих полостей мундштука поступают в полость положительного электрода элемента. Одновременно с этим происходит согласованное с законом истечения заполнителей синхронное перемещение штоков и направляющего кольца. Собранный элемент снимается с мундштука, клапаны поворачиваются. Под действием давления заполнители из напорных магистралей поступают в цилиндры, поднимая поршни, идет процесс подготовки устройства к следующему рабочему циклу.
Кинематическое взаимодействие между упомянутыми частями устройства происходит следующим образом.
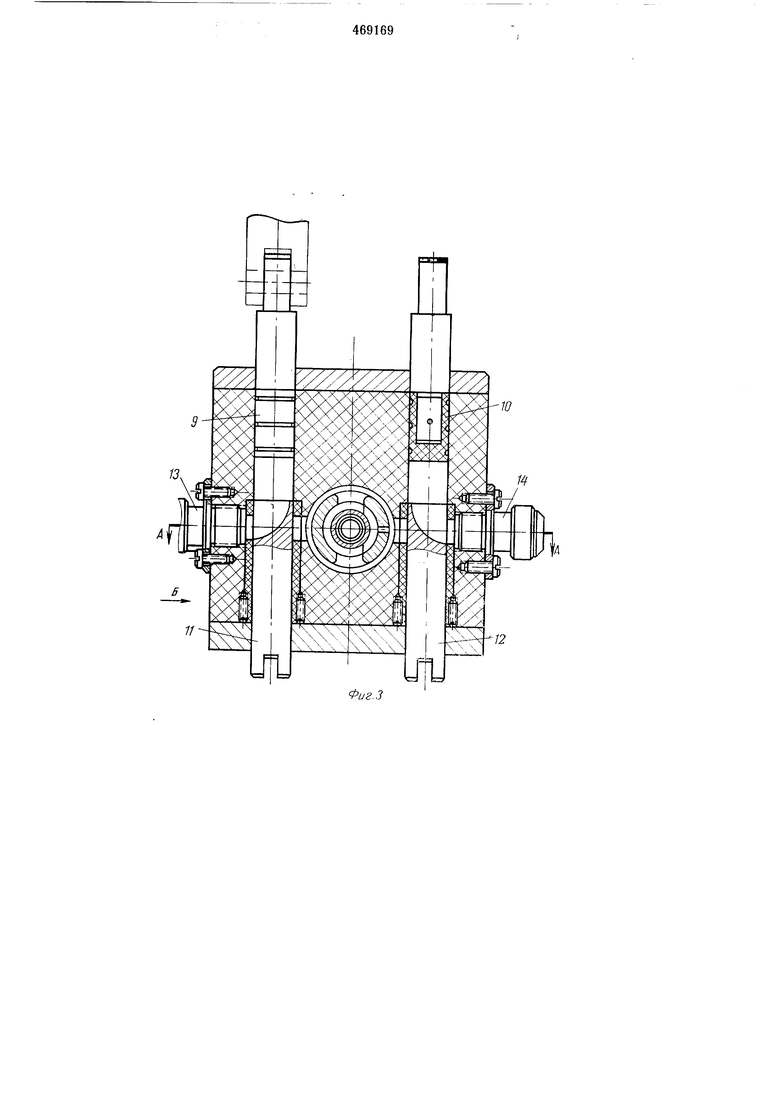
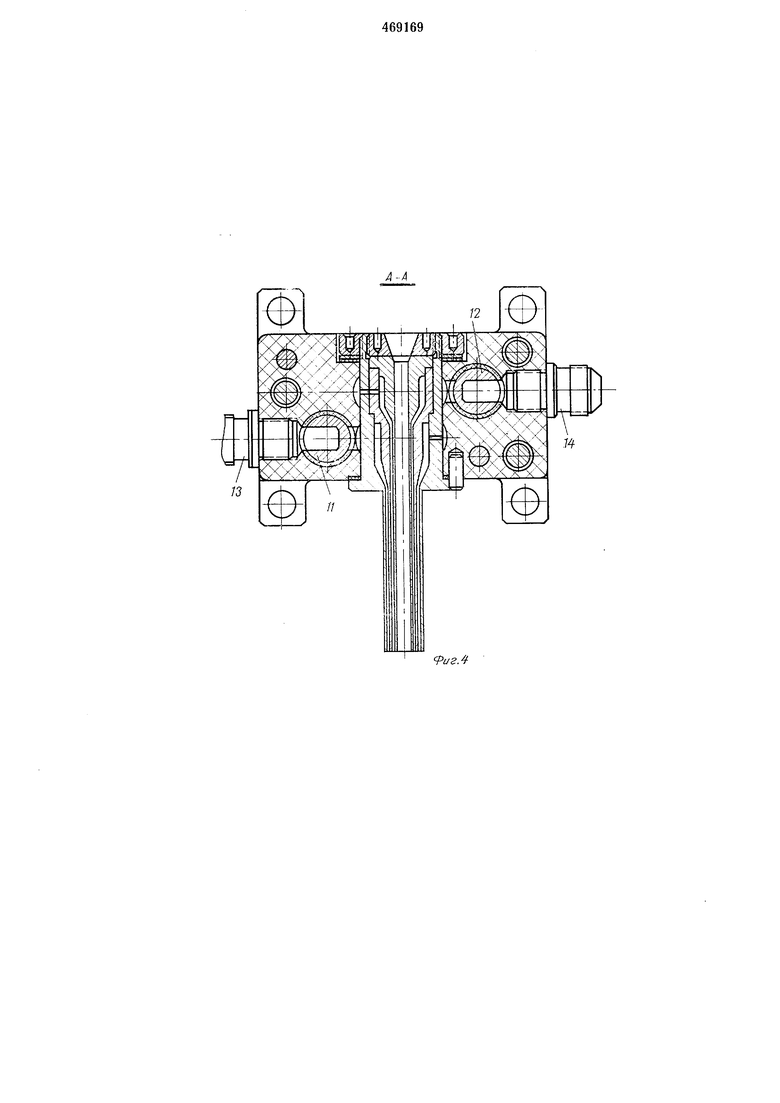
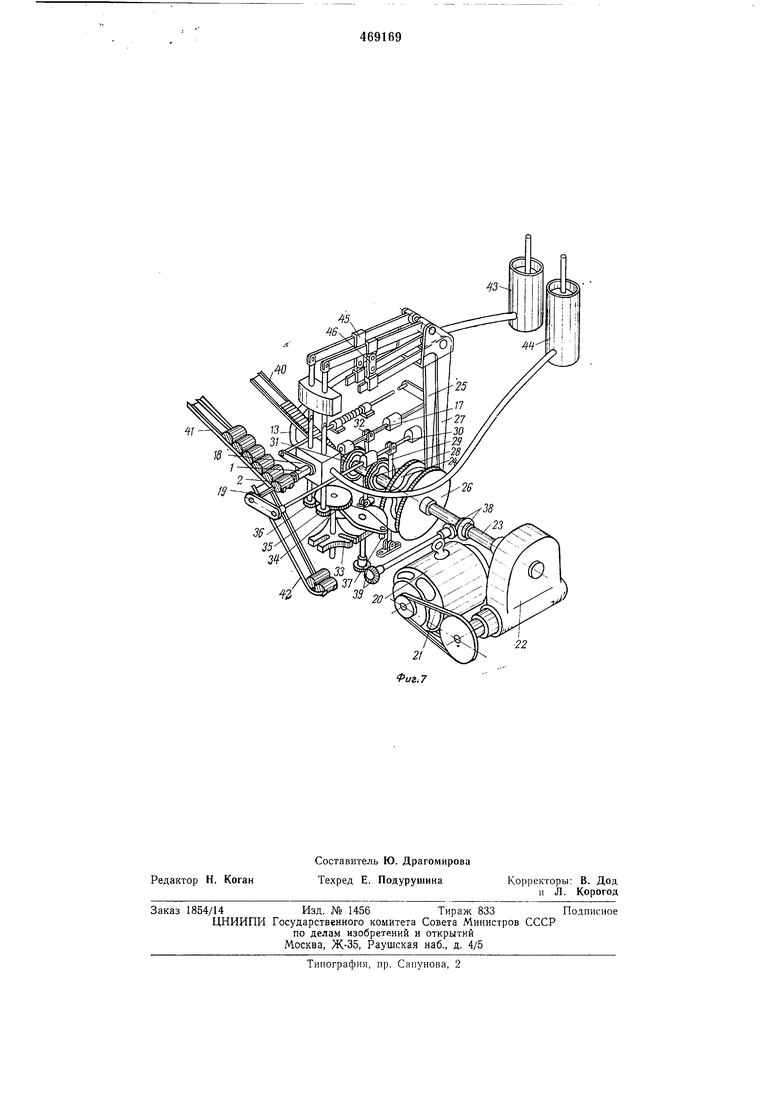
От электродвигателя 20 через клиноременную передачу 21 и редуктор 22 приводится во вращение распределительный вал 23. На распределительном валу 23 находятся кулак 24, через рычажную систему 25 приводящий поршень 9, кулак 26, через рычажную систему 27 приводящий поршень 10, кулак 28, приводящий шток 19 через рычажную систему 29 и штангу 30, кулак 31, приводящий шток 17 и направляющее кольцо 18 через рычаг 32.
Управление клапанами осуществляется от мальтийского креста 33 через шестерни 34, 35 и 36.
Привод поводка 37 мальтийского креста
осуществлен от распределительного вала 23 через конические пары 38 и 39. Подача токоотводов и корпуса с положительным электродом осуществляется по наклонным лоткам 40 и 41, а выдача изготовленного элемента - по
наклонному лотку 42.
Напорные магистрали подключены к емкостям 43 и 44, в которых заполнители находятся под давлением, обеспечивающим их истечение. Рычажные системы 25 и 27 включают в
себя перемещаемые шатуны 45 и 46, посредством которых осуществляется регулирование соотношения заполнителей.
Предмет изобретения
1. Устройство для введения в корпус гальванического элемента заполнителей и токоотвода, содержашее мундштук, отличающееся тем, что, с целью повышения производительности процесса, мундштук выполнен с концентрическими полостями по числу заполнителей и центральным каналом для введения токоотвода.
2. Устройство по п. 1, отличающееся тем, что оно снабжено механизмами объемной подачи заполнителей в полости мундштука, выполненными в виде цилиндров с поршнями и системой клапанов, поочередно соединяющих полости цилиндров с полостями мундштука и напорными магистралями.
Приоритет 01.03.67 по п. 2.
13
11
Ю
Фиг.З
фиг.6
42
22
21 Фиг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для формования и укладки рубленых полуфабрикатов в пачки | 1975 |
|
SU556764A1 |
| Устройство для контроля качества намотки бобин по пневматическому сопротивлению | 1978 |
|
SU747538A1 |
| Устройство для введения в корпус первичного элемента заполнителей | 1973 |
|
SU540311A1 |
| ГИДРОМОЛОТ | 1998 |
|
RU2142037C1 |
| Загрузочное устройство для газогенераторов высокого давления | 1936 |
|
SU57761A1 |
| АВТОМАТИЧЕСКОЕ ПЕРЕКЛЮЧАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СДВОЕННОГО ТОРМОЗА, ПРЕДПОЧТИТЕЛЬНО ДЛЯ РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1993 |
|
RU2096208C1 |
| Шрифтолитейная машина для отливки литер из пластмассы | 1970 |
|
SU322037A1 |
| Электрогидравлический толкатель вагонеток | 1978 |
|
SU866237A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Мерник для жидкости | 1930 |
|
SU24977A1 |