1
Изобретение относится к пищевой промышленности, в частности к мясной и рыбной, а более конкретно - к оборудованию для производства полуфабрикатов.
Известен автомат для формоваршя н укладки рубленых полуфабрикатов в пачки, содержащий буикер для сырья с поршнем, формующий механизм, выполненный в виде вращающегося барабана со сквозными отверстиями, на внутренней поверхности которого закреплено неподвижное полукольцо, штангу с поршнями для выталкивания полуфабрикатов, механизм па1шровки, механизм для укладки полуфабрикатов в виде ротора с магазинами, каждый из которых содержит шток с площадкой для приема полуфабрикатов, а также привод.
Однако, этот аятомат, в связи с плоской консгрук1щей порпшя, имеет застойную зону фарша, что недопустимо из-за его быстрого окисления, в процессе работы происходит повышенная утечка фарща при формоваггии продукта, деформация поспедиего, а сбор избыточной панировочной муки и ее возврат производятся вручлую. Кроме того, привод автомата для вьтолнепия технолохического цикла имеет повышающую зубчатую пару сиередаточным отношением выше рекомендуемого, чго ведет к
повышенному износу и большим динамическим нагрузкам. Эти недостатки еще больше усугубляются наличием сектора без зубьев на ведущем зубчатом колесе, что приводит к удару и требует относительной ориентировки зубьев в момент подхода к зубьям ведомого колеса. Все это уменьшает надежность и сроки службы автомата.
Целью настоящего изобретения является повышение производительности и надежирсти работы автомата.
Для достнжения этой цели автомат снабжен механизмом возврата избыточной паштровочной муки, соединенным с механизмом панировки а на. поверхности неподвижного полукольца имеется ряд канавок для отвода воздуха, при зтом площадка для приема полуфабрикатов вьшолнена съемной и установлена с возможностью вращения, а привод имеет двухцевочный кривошип и трехзвенный зубтатый механизм. При зтом площадка для прИема полуфабрикатов соединена со штоком посредством замка, имеющего Т-образный паз.
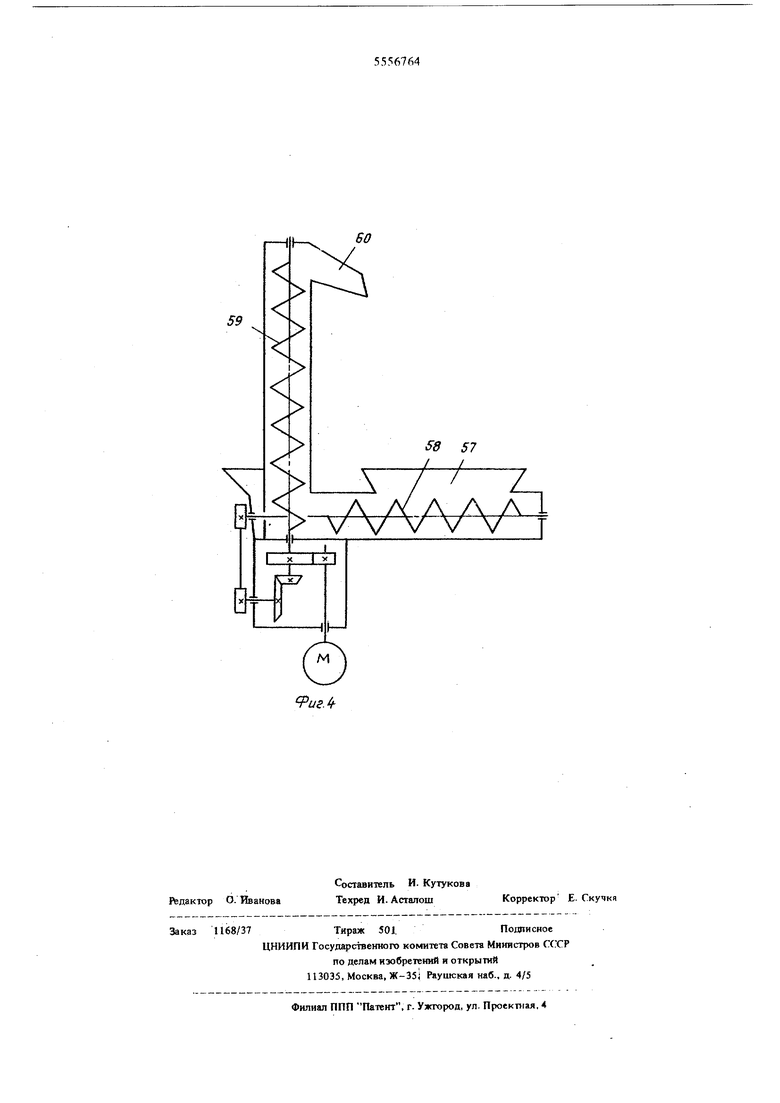
Механизм возврата избыточной панировочт{ой муки состоит из горизонтально и вертикально расположенных шнековых конвейеров и бункера для
догрузки лашфовочной муки, установленного между шцековыми конвейерами.
С ликвидации застойной зоны фарша, поршень бункера вьтолнен скошенным.
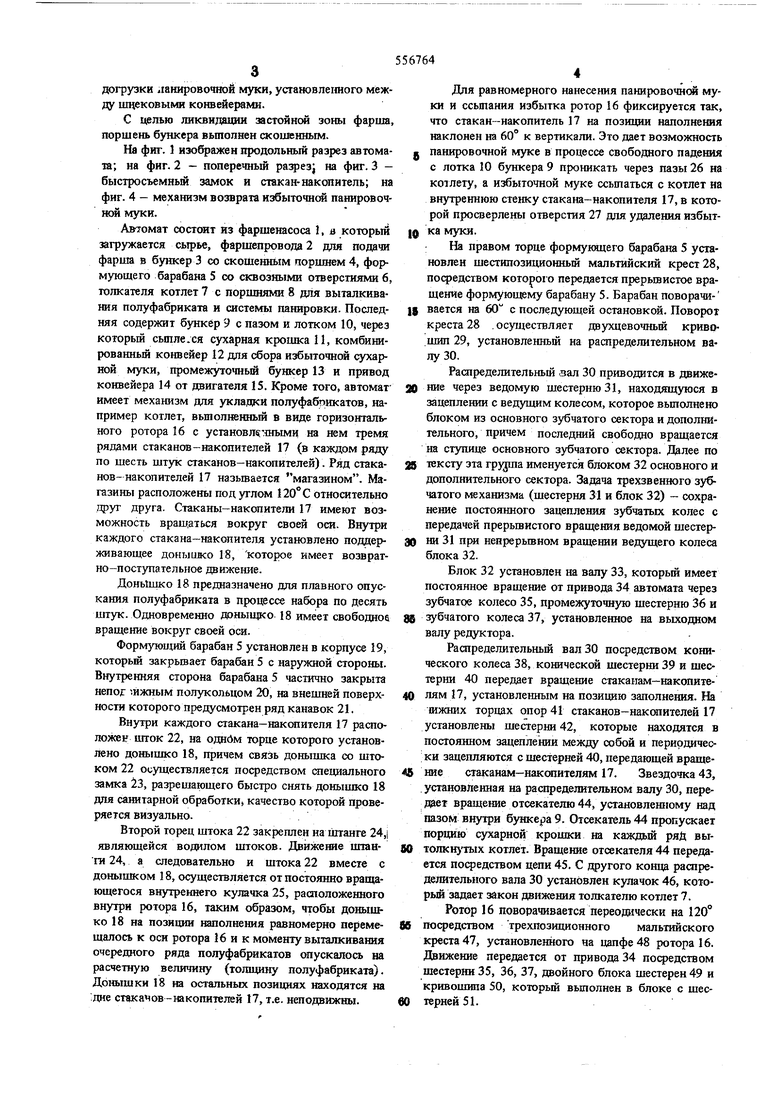
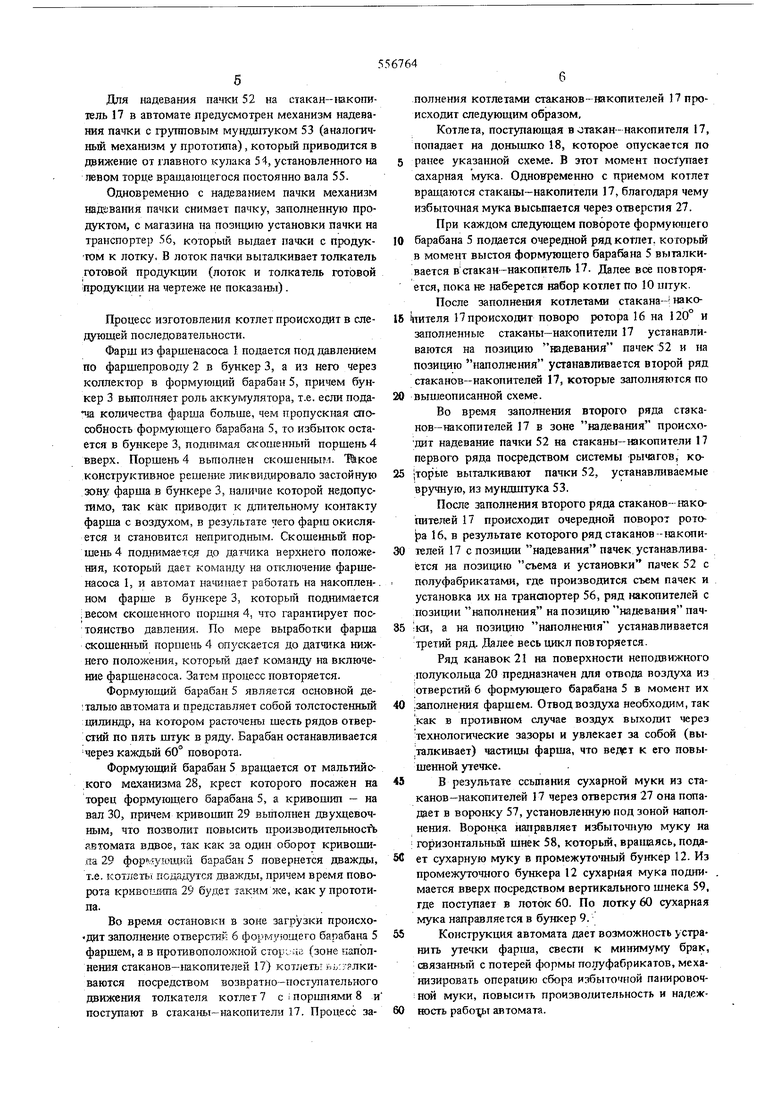
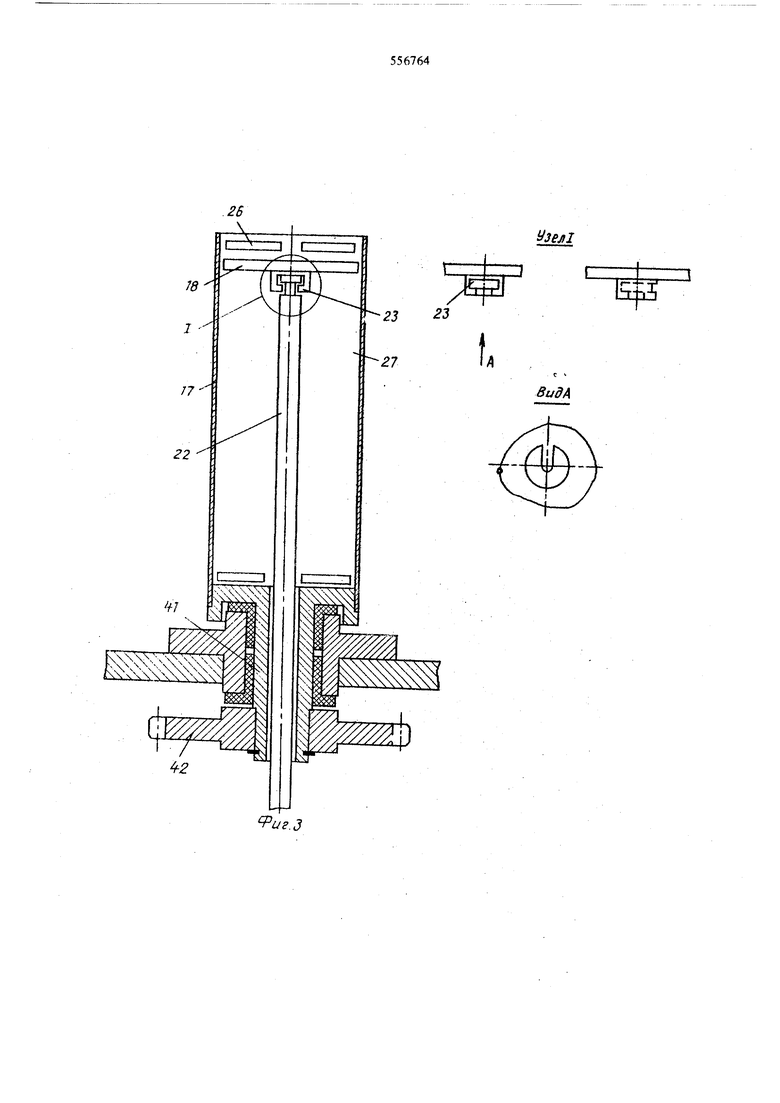
На фиг. 1 изображен продольньш разрез автомата; на фиг. 2 - поперечный разрез; на фиг. 3 быстросъемный замок и стакан-накопитель; на фиг. 4 - механизм возврата и ыточнш панировочнсш муки.
Автомат состоит из фаршенасоса }, д который загружается сырье, фаршепровода 2 для подачи фарша в бункер 3 со скошенным поршием 4, формующего барабана 5 со сквозными отверстиями 6, толкателя котлет 7 с поршнями 8 для выталкивания полуфабриката и системы панировки. Последняя содержит бункер 9 с пазом и лотком 10, через который сьтле.ся сухарная крошка 11, комбинированный конвейер 12 для сбора избыточной сухарной муки, промежуточный бункер 13 и привод конвейера 14 от двигателя 15. Кроме того, автомат имеет механизм для укладки полуфабрикатов, например котлет, вьшолненный в виде горизонтального ротора 16 с установл :тыми на нем тремя рядами стаканов-накопителей 17 (в каждом ряду по шесть штук стаканов-накопителей). Ряд стаканов-накопителей 17 назьшается магазином. Магазины расположены под углом 120° С Относительно друг друга. Стаканы-накопители 17 имеют возможность вращаться вокруг своей оси. Внутри каждого стакана-накопителя установлено поддеряжваюшее доныижо 18, которое имеет возвратно-поступательное движение.
Донышко 18 предназначено для плавного опускания полуфабриката в процессе набора по десять штук. Одновременно дрныицко. 18 имеет свободное врашение вокруг своей оси.
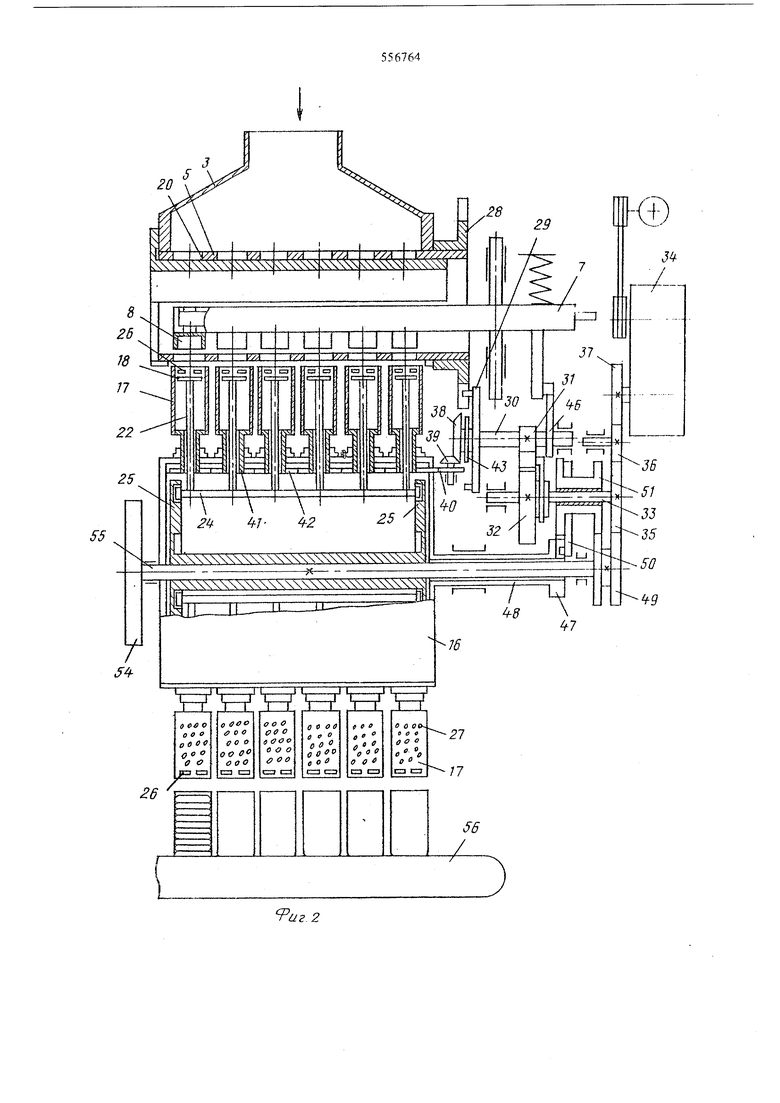
Формующий барабан 5 установлен в корпусе 19, которьй закрьюает барабан 5 с наружной стороны. Внутренняя сторона барабана 5 частично закрыта Henoj: 1ИЖНЫМ полукольцом 20, на внешней поверхности которого предусмотрен ряд канавок 21.
Внутри каждого стакана-наксяителя 17 расположен шток 22, на одним торце которого установлено донышко 18, причем связь донышка со штоком 22 осуществляется посредством специального замка 23, разрешающего быстро снять донышко 18 для санитарной обработки, качество которой проверяется визуально.
Второй торец штока 22 закреплен на игганге 24, являющейся водилом штоков. Движение штанги 24, а следовательно и штока 22 вместе с донышком 18, осуществляется от постоянно вращающегося внутреннего кулачка 25, расположенного внутри ротора 16, таким образом, чтобы донышко 18 на позиции наполнения равномерно перемещалось к оси ротора 16 и к моменту выталкивания очередного ряда полуфабрикатов опускалось на расчетную величину (толщину полуфабриката). Донышки 18 на остальных позициях находятся на :дне ствкачов-накопителей 17, т.е. неподвижны.
Для равномерного нанесения панировочной муки и ссьшания избытка ротор 16 фиксируется так, что стакан-накопитель 17 на позиции наполнения наклонен на 60° к вертикали. Это дает возможность панировочной муке в процессе свободного падения с лотка 10 бункера 9 проникать через пазы 26 на ко1лету, а избыточной муке ссьтаться с котлет на внутреннюю стенку стакана-накопителя 17, в которой просверлены отверстия 27 для удаления избытка муки.
На правом торце формуннцего барабана 5 установлен шестипозиционный мальтийский крест 28, пофедством KOTopoio передается прерывистое вращение формующему барабану 5. Барабан поворачивается на 60 с последующей остановкой. Поворот креста 28 . осуществляет двухцевошый кривошип 29, установленный на распределительном валу 30.
Распределительный зал 30 приводится в движение через ведомую шестерню 31, находящуюся в зацеплении с ведушим колесом, которое вьшолнено блоком из основного зубчатого сектора и дополнительного, причем последний свободно вращается на ступице основного зубчатого сектора. Далее по
тексту зта именуется блоком 32 основного и дополнительного сектора. Задача трехзвенного зубчатого механизма (шестерня 31 и блок 32) - сохранение постоянного зацепления зубчатых колес с передачей прерьшистого вращения ведомой шестерни 31 при ненрерьшном вращении ведущего колеса блока 32.
Блок 32 установлен на валу 33, которьш имеет постоянное вращение от привода 34 автомата через зубчатое колесо 35, промежуточную шестерню 36 и
зубчатого колеса 37, установленное на выходном валу редуктора.
Распределительный вал 30 посредством конического колеса 38, конической шестерни 39 и шестерни 40 передает вращение стаканам-накопителям 17, уставовле шым на позицию заполнения. На шжних торцах опор 41 стаканов-накопителей 17 установлены шестерни 42, которые находятся в постоянном зацеплении между собой и периодически зацепляются с шестерней 40, передающей вращение стаканам-наксшителям 17. Звездочка 43, установленная на распределительном валу 30, передает вращение отсекателю 44, установленному над пазом внутри бункера 9. Отсекатель 44 пропускает порцию сухарной крошки на каждьй ряй вытолкн)тых котлет. Вращение отсекателя 44 передается пооэедством цепи 45. С щ)угого конца распределительного вала 30 установлен кулачок 46, которьш задает закон движения толкателю котлет 7. Ротор 16 поворачивается переода1чески на 120°
посредством трехпозиционного мальтийского креста 47, установленного на цапфе 48 ротора 16. Движение передается от привода 34 пoqpeдcтвoм шестерни 35, 36, 37, двойного блока шестерен 49 и кривошипа 50, который вьшолнен в блоке с шестерней51.
Для надевания пачки 52 на стакан-гакопитель 17 в автомате предусмотрен механизм надевания пачки с групповым мундштуком 53 (аналогичный McxaifflSM у прототипа), который приводится в дэиже1ше от главного кулака 5 4, установленного на тевом торце врапдающегося постоянно вала 55.
Одновременно с надеванием пачки механизм надевагшя пачки снимает пачку, заполненную продуктом, с магазина на позицию установки пачки на транспортер 56, которьш выдает пачки с продукгом к лотку, В лоток пачки выталкивает толкатель готовой продукции (лоток и толкатель готовой Продукции на чертеже не показаны).
Процесс изготовления котлет происходит в следующей последовательности.
Фарш из фаршенасоса I. подается под давлением по фаршепроводу 2 в бункер 3, а из него через коллектор в формующий барабан 5, причем бункер 3 вьшолияет роль аккумулятора, т.е. если пода ча количества фарша больше, чем пропускная oioсобность формующего барабана 5, то избыток остается в бункере 3, подш1мая скошенный поршень 4 вверх. Поршень 4 вьяюлнен скошент 1м. Шкое
.конструктивное решегше ликвидировало застойную
.Ж)ну фарша в бункере 3, налитае которой недопустимо, так как приводит к д штельному контакту фарша с воздухом, в результате чего фарш окисляется и становится непригодным. Скошенный поршень 4 поднимается до ддгчика верхнего положения, который дает команду на опслючение фаршенасоса 1, и автомат начинает работать на накоплен-, ном фарше в бункере 3, которьга поднимается
; весом скошенного поршня 4, что гарантирует постоянство давления. По мере выработки фарша скошенный nopDJCHb 4 опускается до датчика нижнего положения, который дает команду на включение фаршенасоса. Затем процесс повторяется.
Формующий барабан 5 является основной деталью автомата и представляет собой толстостенный цилиндр, на котором расточены шесть рядов отверстий по пять штук в ряду. Барабан останавливается
через каждый 60° поворота.
Формующий барабан 5 вращается от мальтийс,кого механизма 28, крест которого посажен на торец формующего барабана 5, а кривошип - на вал 30, причем кривошип 29 выполнен двухцевочным, что позволит повысить производительности автомата вдвое, так как за один оборот кривошийа 29 формукщ.ш барабан 5 повернется дважды, т.е. котлеты, подад}тся дважды, причем время поворота кривот1йша 29 будет таким же, как у прототипа.
Во время остановки в зоне загрузкИ происходит заполнение отверстий 6 формующего барабана 5 фаршем, а в противоположной сторике (зоне каполнения стаканов-накопителей 17) котлеты УИ/УРЛКИваются посредством возвратно-поступательного движения толкателя котлет 7 с i порил1ями 8 .и поступают в стаката -накопители 17. Процесс заполнения котлетами стаканов-накопителей 17 происходит следующим образом.
Котлета, поступающая в отакан-накопителя 17,
попадает на докьшжо 18, которое опускается по
ранее указанной схеме. В этот момент поступает
сахарная мука. Одновгременно с приемом котлет
вращаются стака1п 1-накопители 17, благодаря чему
избыточная мука высыпается через отверстия 27.
При каждом следующем повороте формующего
барабана 5 подается очередной ряд котоет. который в момент выстоя формующего барабана 5 выталкивается в стакан -накопитель 17. Далее все повторяется, пока не наберется набор котлет по 10 штук. После заполнения котлетами стакана-: накопителя 17 происходит поворо ротора 16 на 120° и заполненные стаканы-накопители 17 устанавливаются на позицию надевания пачек 52 и па позицию паполнения устанавливается второй ряд стаканов-накопителей 17, которые заполняются по
вышеописа1шой схеме.
Во время заполнения второго ряда стаканов-накопителей 17 в зоне надевания происходит надевание пачки 52 на стаканы-шкопители 17 первого ряда посредством системы рычагов, ко;торые выталкивают пачки 52, устанавливаемые вручную, из мундштука 53.
После заполнения второго ряда стаканов-накопителей 17 происходит очередной поворот ротора 16, в результате которого ряд стаканов-накопителей 17 с позиции надевания пачек устанавливается на позицию съема и установки пачек 52 с полуфабрикатами, где производится съем пачек и установка их на траноюртер 56, ряд накопителей с позиции наполнения на позицию надева1шя пач1ки, а на позицию наполнения устанавливается третий ряд. Далее весь цикл повторяется.
Ряд канавок 21 па поверхности неподвижного полукольца 20 предназначен для отвода воздуха из ютверстий 6 формующего барабана 5 в момент их
:заполнения фаршем. Отвод воздуха необходим, так как в противном случае воздух выходит через технологические зазоры и увлекает за собой (выталкивает) частицы фарша, что ведет к его повышенной утечке.
В результате ссьшания сухарной муки из стаканов-накопителей 17 через отверстия 27 она попадает в воронку 57, установленную под зоной наполнения. Воронка направляет избыточную муку на горизонтальный шнек 58, которьш, вращаясь, подает сухарную муку в промежуточный бункер 12. Из промежуточного бункера 12 сухарная мука подни- . мается вверх посредством вертикального шнека 59, где поступает в поток 60. По лотку 60 сухарная мука направляется в бункер 9.
Конструкция автомата дает возможность устранить утечки фарша, свести к минимуму брак, связаьшый с потерей 4)Ормы полуфабрикатов, механизировать операцию сбора избыточной панирювочпой муки, повысить производительность и надежность pa6opii автомата.
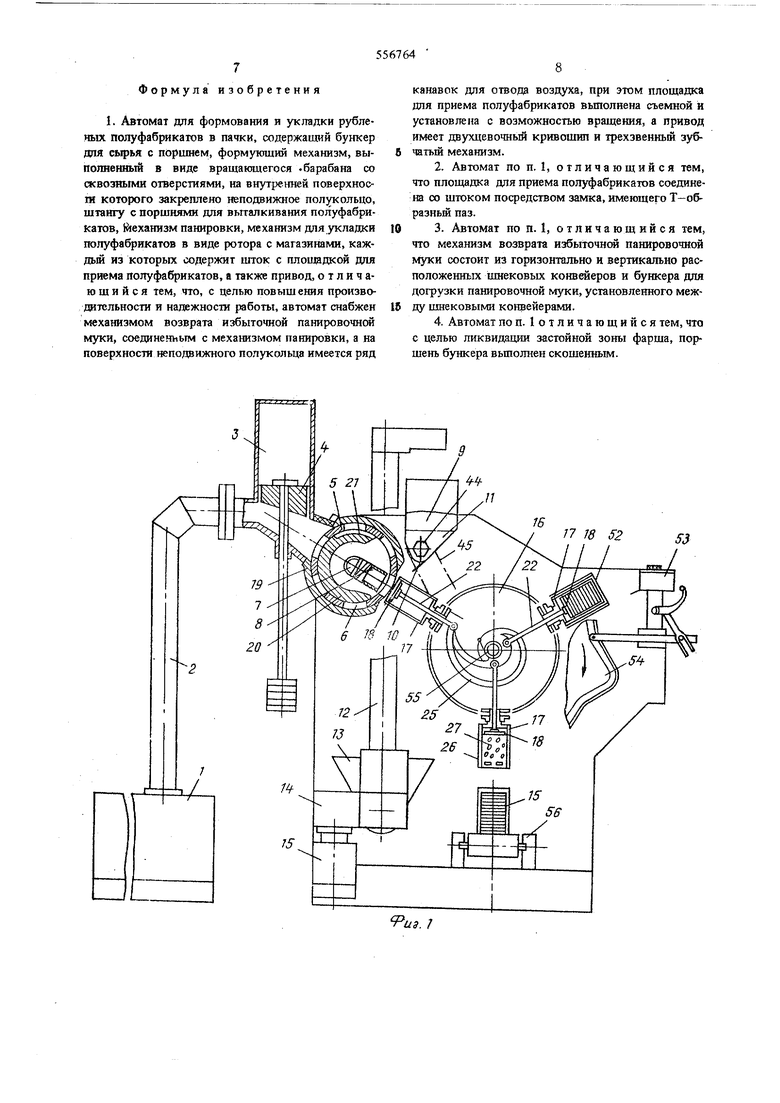
Формула изобретения
1. Автомат для формования и укладки рубленых полуфабрикатов в пачки, содержащий бункер для сырья с поршнем, формующий механизм, выполненный в виде вращающегося .барабана со сквозными отверстиями, на внутренней поверхнос1Н которого закреплено неподвижное полукольцо, штангу с поршнями для выталкивания полуфабрикатов, Механизм панировки, механизм для .укладки полуфабрикатов в виде ротора с магазинами, каждый из которых содержит шток с плошадкой для приема полуфабрикатов, а также привод, отличающийся тем, что, с целью повышения производатсльностя я надежности работы, автомат снабжен механизмом возврата избыточной панировочной муки, соединенным с механизмом панировки, а на поверхности неподвижного полукольца имеется ряд
канавок для отвода воздуха, при этом площадка для приема полуфабрикатов выполнена съемной и установлена с возможностью вращения, а привод имеет двухцев очный кривошип и трехзвеиный зубчатьш механизм.
2.Автомат по п. I, отличающийся тем, что площадка для приема полуфабрикатов соединею со штоком посредством замка, имеющего Т-образный паз.
3.Автомат по п. 1, отличающийся тем, что механизм возврата избьгточной панировочной муки состоит из горизонтально и вертикально расположенных шнековых конвейеров и бункера для догрузки панировочной муки, установленного между шнековыми конвейерами.
4.Автомат поп. 1отличающийся тем, что с целью ликвидации застойной зоны фарша, поршень бункера выполнен скошенным.
us.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования тестовых изделий с начинкой | 1977 |
|
SU753413A1 |
| Способ приготовления кулинарных изделий из мяса птицы | 1985 |
|
SU1386157A1 |
| Линия производства полуфабрикатов типа пельменей | 1975 |
|
SU552943A1 |
| СПОСОБ ПРОИЗВОДСТВА КОТЛЕТ | 2012 |
|
RU2496348C1 |
| Устройство для изготовления и укладки котлет на лотки | 1973 |
|
SU454886A2 |
| Способ производства натуральных мясных панированных изделий | 1985 |
|
SU1353411A1 |
| Котлетоформовочный автомат | 1989 |
|
SU1729363A1 |
| Способ изготовления замороженных полуфабрикатов изделий из теста с начинкой | 1986 |
|
SU1409187A1 |
| Устройство для изготовления и укладки на лотки котлет | 1983 |
|
SU1143372A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и УКЛАДКИ КОТЛЕТ НА ЛОТКИ | 1968 |
|
SU213626A1 |
26
х
Узел
С 7
t
2J 27
22
il
иг.З
