1
Изобретение относится .к приспособлениям для крепления обрабатываемых деталей.
Известны станочные тиски, содержащие основание, кинематически соединенные между собой Подвижную и неподвижную губки, опорные буртики, предназ-наченные для установки обрабатываемых деталей, и приспособление для защиты отпопадания стружки в направляющие, которое выполнено в виде ползуна с отверстиями, сквозь которые проходят тяги, соединяющие подвижную и неподвижную губки.
Недостаток таких ти-сков состоит в том, что предотвращая попадание стружки па направляющие тисков, они в то же время не защищают от попадания стружки натравляющие и различные детали самого стайка, что приводит к преждевременной потере точности станка и вызывает увеличение времени его обслуживания.
Для предотвращения попадания стружки в детали станка и сокращения времени его обслуживания в предлагаемом устройстве приспособление для защиты от попадания стружки выполнено в виде охватывающего тиски но периметру и регулируемого по высоте открытого кожуха, установленных на губках быстросменных пластин, соединенных между -собой эластичной прокладкой, на которых закреплен , а опорные буртики выполнены на быстросменных пластинах.
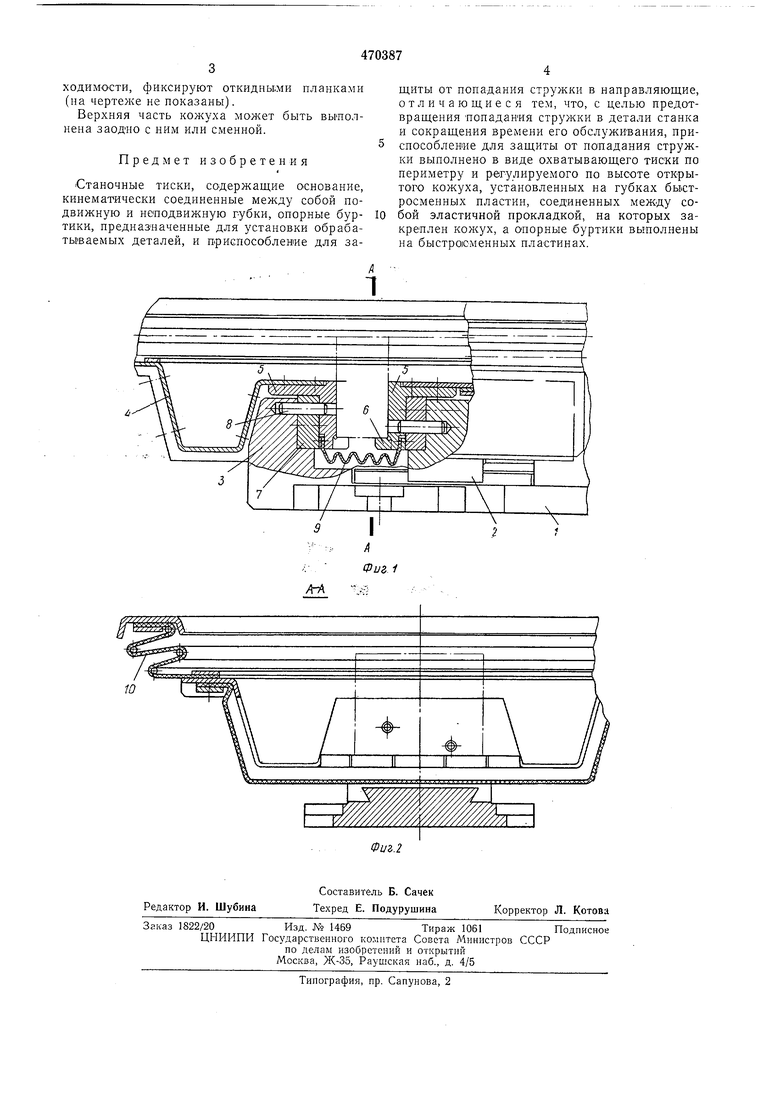
На фиг. 1 изобрал ены предлагаемые тиски с кожухом, разрез; на фиг. 2 - разрез по А-А на фиг. 1.
Предлагаемые тиски содержат основание 1, кинематически соединенные между собой подвижную 2 и неподв11жную 3 губки и приспособление для защиты от попадания стружки, которое выполнено в виде открытого кожуха 4, закрепляемого на губках тисков с помощью быстросменных пластин 5 с опорными буртиками 6. Быстросменные пластины 5 устанавливаются на губках тисков например, с помощью переходных пластин 7, штифтов 8 и пластинчатых пружин (на чертеже не показаны).
На быстросменных пластинах 5 жестко и гермет1 чно закреплен кожух 4, а снизу пластины соединены между собой эластичной прокладкой 9 из мягкого материала. Верхняя часть 10 кожуха 4 вьгполнена открытой, в виде конусной складной гap мoшки прямоугольной формы и армирована проволокой, что позволяет регулировать его по высоте. При обработке деталей стружка скапливается в карманах кожуха. По мере их наполнения снимают с тисков (примерно 2-3 раза зь смену). Стружку можно удалять и автоматически за счет пропускания через карманы охлаждающей эмульсии повышенной вязкости.
При обработке деталей на повышенных скоростях резания верхнюю часть 10 кожуха раздвигают на необходимую высоту и, при необ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станочные тиски | 1989 |
|
SU1835341A1 |
| Копировально-шлифовальный станок | 1990 |
|
SU1743801A1 |
| Автоматическая линия для механической обработки деталей типа картеров ведущих мостов автомобилей | 1983 |
|
SU1117192A1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| Прецизионные тиски | 1990 |
|
SU1713790A1 |
| Механизированные тиски | 1978 |
|
SU865595A1 |
| Устройство для ограждения зоны обработки металлорежущего станка типа обрабатывающий центр со сменными столами-спутниками | 1987 |
|
SU1511061A1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1993 |
|
RU2072907C1 |
| Универсальное приспособление к фрезерному станку | 1982 |
|
SU1189641A1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
