Предлагаемое устройство наносит попеременно более длинные и короткие риски делений при помощи помещенных на поворотной головке особых толкачей, сообщающих движение супорту Зстройства.
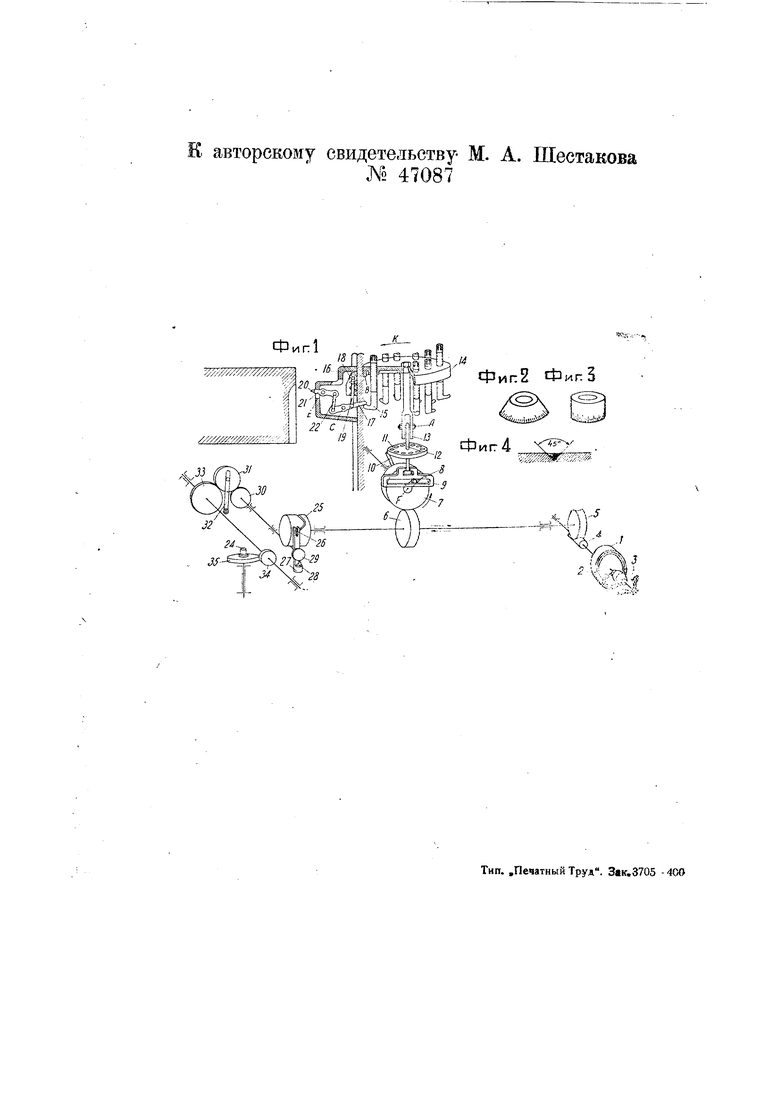
На чертеже фиг. 1 изображает общи вид устройства; фиг. 2, 3 - образцы обрабатываемых изделий; фиг. 4-поперечное сечение стружки, снимаемой резцом.
Предлагаемое устройство предусматривает нанесение делений на деталях, имеющих цилиндрическую или коническую форму. Деления наносятся сверху вниз параллельно оси детали по образующей (фиг. 2 и 3).
Максимальное сечение стружки, снимаемой резцом, никогда не будет превышать размеров, указанных на фиг. 4. При таком сечении устройстводолжноработать от мотора мощностью ,5 kW. Мотор вращает щкив 7 со скоростью 1440 об/мин. Вместе со щкивом смонтирован фрикцион 2 и тормозная втулка 3, на одном валу с которыми закреплен па щпонке однозаходный червяк 4. Червяк сцепляется с червячной щестерней 5, которая, сидя на щпонке, поворачивает свой вал со скоростью 60 об/мин. На средине вала, на щпонке сидит винтовая щестерня б, которая имеет возможность вместе со всем механизмом, расположенным вне ее, передвигаться вдоль своего вала. Она сцепляется с винтовой щестерней 7, равной ей по числу зубцов, на которрй укрепляется на требуемом в каждом отдельном случае расстоянии от центра щестерни палец 8, водящий кулису 9.
На шестерне имеется з крепленный наглухо палец W, которьТй расположен под определенным углом по отпощению к пальцу 8. За один оборот щестерни 7 палец 70 поворачивает диск, с десятью отверстиями 7J на 36°, диск сидит на щпонке на щтоке J2, закреплен между двумя упорами и вертикально перемещаться вместе со щтоком под действием кулисы не может. Таким образом щток 72, верхний щток 73, головка 74 и десять ввернутых в нее установочных винтов 75 имеют поступательно-возвратное движение по вертикали, причем после каждого полногозаконченного движения поворачиваются вокруг оси на 36. Место , обозначенное на фиг. 1 буквой А, служит для установки головки на определенной высоте.
Супорт 76 имеет ласточкин хвост и может перемещаться вертикально: вверх от нажима винта 75 на рычаг 77 и вниз от нажима головки 74 упором В на этот же рычаг. При движении головки J4 вниз из положения, указанного на схеме, упор В не сразу касается рычага 77,
так что до прикосновения упора В к рычагу /7 заклинивающий ролик 18 удерживает супорт от произвольного падения вниз. Ролик освобождает супорт лишь тогда, когда рычаг 19 потянется вниз вследствие поворота толкачом В рычага 17 на определенный угол .вокруг точки с.
Одновременно при поворачивании рычага 17 конец резца 20, заключенного ,в оправку 27, описывает дугу сверху .вниз до упора оправки резца в плоскость Ё.супорта. Оправку резца 27 связывает с рычагом /7 промежуточный рычаг 22. Конец резца, описывая дугу, врезается в материал детали, на которой нужно нанести деления, после чего весь супорт ползет по направляющим вниз, оставляя на детали риску. Для получения более удачной формы канавки (риски) дуга, описываемая концом, резца во время врезывания его в материал, должна иметь самый минимальный .радиус.
Изменяя расстояние от упора В головки до крючка-конца винта 75 путем ввинчивания или вывинчивания винта из головки для каждого винта мы получим риеки на детали различной длины. Поворачивая весь механизм, расположенный выше щестерни 6 вокруг точки F по стрелке К, мы сможем наносить риски на детали, имеющие коническую форму.
Деталь, на которую надо нанести деления, закрепляется на вертикально расположенном шпинделе 24, который должен быть расположен против супорта и во время обратного хода резца (вверх) поворачивается вокруг оси на некоторый угол в зависимости от того числа рисок, которое требуется получить на детали. Эта круговая подача детали осуществляется следующим обравом. На одном валу с шестерней б закреплен барабан 25 с кривой канавкой, прорезанной в нем. Расположение кривизны канавки должно быть определено по отношению к положению пальца 8 на шестерне 7. В паз канавки барабана входит штифт 26, закрепленный в солдатике 27. Барабан, поворачиваясь, качает солдатик, в котором имеется сЬбачка 28, поворачивающая сменный храповик 29 на определенное число зубцов, которое определяется путем поворачивания установочного кольца с 75 вырезом, охватывающего храповик (установочное кольцо на схеме не указано).. Храповик, оворачиваясь, поворачивает вал и сидящую на нем сменную шестерню 30, которая посредством паразитной шестерни 31, закрепленной на гитаре 32, передает вращение сменной щестерне 33.
На одном валу с шестерней 33 сидит постоянная винтовая шестерня 34, которая под прямым углом передает вращение винтовой шестерне 35, сидящей на шпинделе 24. Барабан, храповик и все щестерни кроме паразитной закреплены на своих валах шпонками.
Предмет изобретения.
1.Устройство для нанесения делений на боковук) поверхность цилиндрических и конических изделий, отличающееся тем, что для сообщения супорту с резцом попеременно более коротких и более длинн,ых рабочих ходов применен ряд попеременно вступающих в действие пар толкачей-упоров В и винтов 75, расположенных в каждой паре н.а разных расстояниях друг от друга и монтированных на поворотной головке 14.
2.В устройстве по п. 1 применение подпружиненного сочлененного с поворотным резцом 20 подпружиненного ролика 18, служащего для затормаживания супорта 76 на месте перед началом рабочего хода и тем самым получения закругленного начала углубления риски под действием толкача В на рычаг 77, щарнирно соединенный с резцом 20.
Е авторскому свидетельству- М. А. Шестакова
Я2 47087
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Переносный вертикальный расточный станок | 1934 |
|
SU41308A1 |
| Станок для строгания по копиру зубьев шестерен большого диаметра | 1935 |
|
SU49734A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1934 |
|
SU41301A1 |
| Токарно-винторезный станок | 1932 |
|
SU36756A1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СНИМАНИЯ ЛИСТОВ БУМАГИ СО СТОПЫ ПОСРЕДСТВОМ ПРИСАСЫВАНИЯ | 1927 |
|
SU8102A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
Фип1
JS
ЛФип2 ФипЗ CS
Фиг4 ,.,.,,./Tv-

