1
Изобретение относится к области обработки .металлов давлением.
Известен способ прессования изделий со сложным профилем поперечного сечения, при котором в процессе выдавливания производят выравнивание гидростатического давления по всему сечению формующего канала матрицы какими-либо конструктивными средствами.
Однако выравнивание гидростатического давления конструктивными средствами не приводит к положительным результатам, так как даже незначительные изменения температуры, трения, структуры или однородности материала по объему очага деформации, имеющие место при прессовании практически каждой заготовки, приводят к неисправимым дефектам изделий.
Цель изобретения - повысить качество изделий.
Для этого выравнивание гидростатического давления производят изменением температуры по периметру поперечного сечения формующего канала матрицы в зоне очага деформации, т. е. на участке поперечного сечения формующего канала с больщим гидростатическим давлением материала заготовки производят нагрев его или на участке поперечного сечения формующего канала с меньшим гидростатическим давлением материала заготовки производят охлаждение.
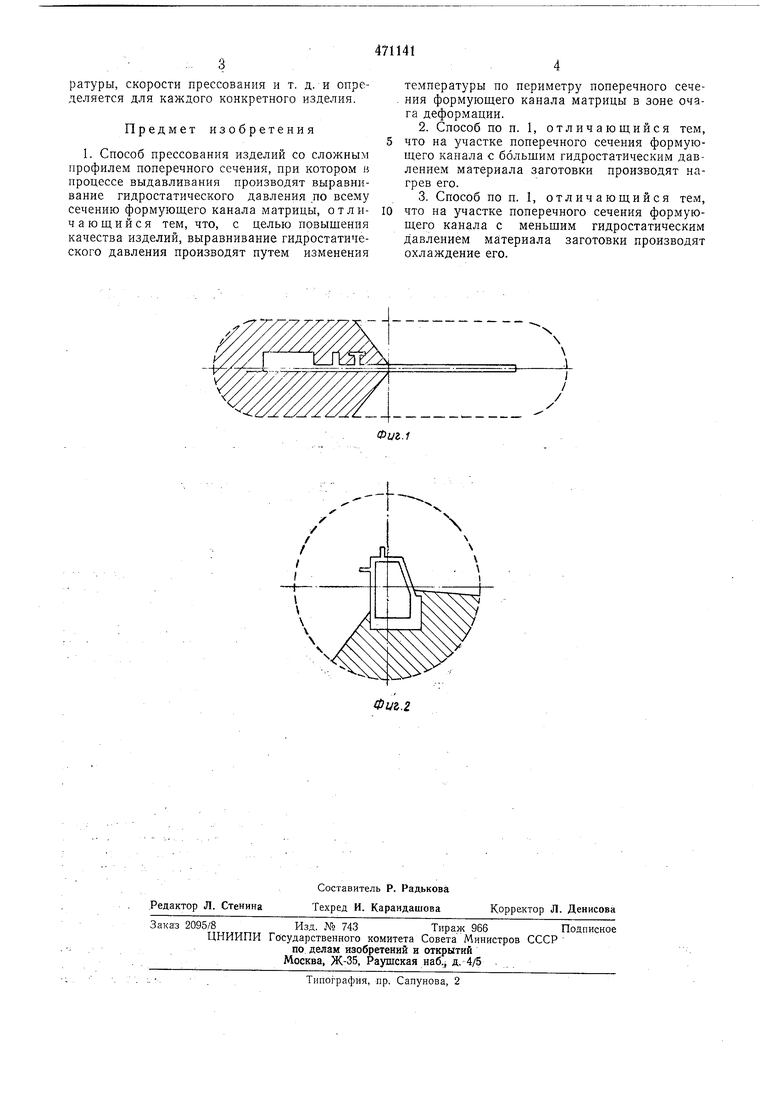
На фиг. 1 и 2 показан контур (пунктирная линия) поперечного сечения втулки контейнера и охлаждаемая зона (щтриховка) очага деформации.
При прессовании панели (см. фиг. 1) производят охлаждение материала в области очага деформации с пониженным гидростатическим давлением, т. е. около утолщенных участков поперечного сечения панели.
При прессовании через язычковую матрицу полого профиля (см. фиг. 2) производят охлаждение материала в области очага деформации в районе участков профиля с увеличенными размерами его поперечного сечения.
При прессовании на игле гладких и оребренных труб охлаждают те участки очага деформации, в районе которых происходит гофрообразование на поверхности трубы. При охлаждении зон очага деформации с
пониженным гидростатическим давлением происходит увеличение сопротивления металла деформированию внутри этих зон, а вместе с тем возрастает гидростатическое давление в охлаждаемой части очага деформации. Подогрев металла в зонах с повышенным гидростатическим давлением приводит к понижению этого давления.
Продолжительность и интенсивность охлаждения или подогрева зависит от конфигурации
профиля, свойств прессуемого металла, температуры, скорости прессования и т. д. и определяется для каждого конкретного изделия. Предмет изобретения 1. Способ прессования изделий со сложным профилем поперечного сечения, при котором в процессе выдавливания производят выравнивание гидростатического давления по всему сечению формующего канала матрицы, отличающийся тем, что, с целью повыщения качества изделий, выравнивание гидростатического давления производят путем изменения температуры по периметру поперечного сечения формующего канала матрицы в зоне очага деформации. 2.Способ по п. 1, отличающийся тем, что на участке поперечного сечения формующего канала с большим гидростатическим давлением материала заготовки производят нагрев его. 3.Способ по п. 1, отличающийся тем, что на участке поперечного сечения формующего канала с меньщим гидростатическим давлением материала заготовки производят охлаждение его.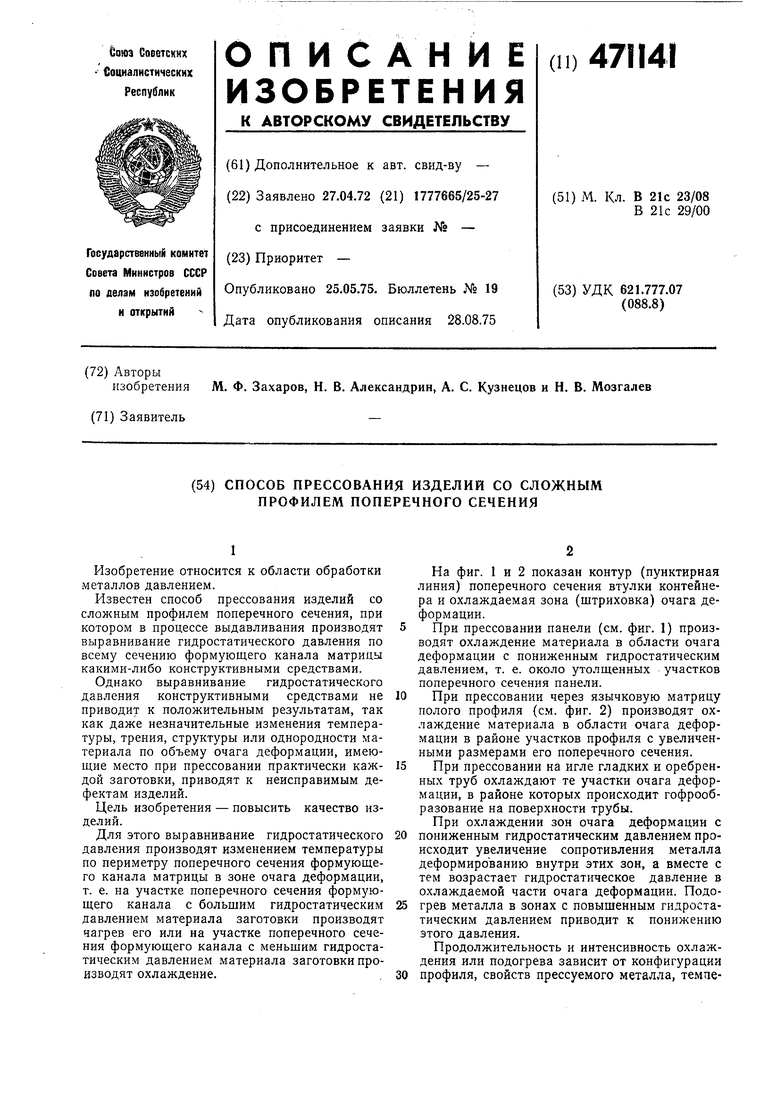
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| Способ изготовления профилей | 1980 |
|
SU910271A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ ЗАГОТОВКИ С ОДНОРОДНОЙ СТРУКТУРОЙ | 2009 |
|
RU2412770C1 |
| Способ последовательного прессования | 1989 |
|
SU1696033A1 |
X
