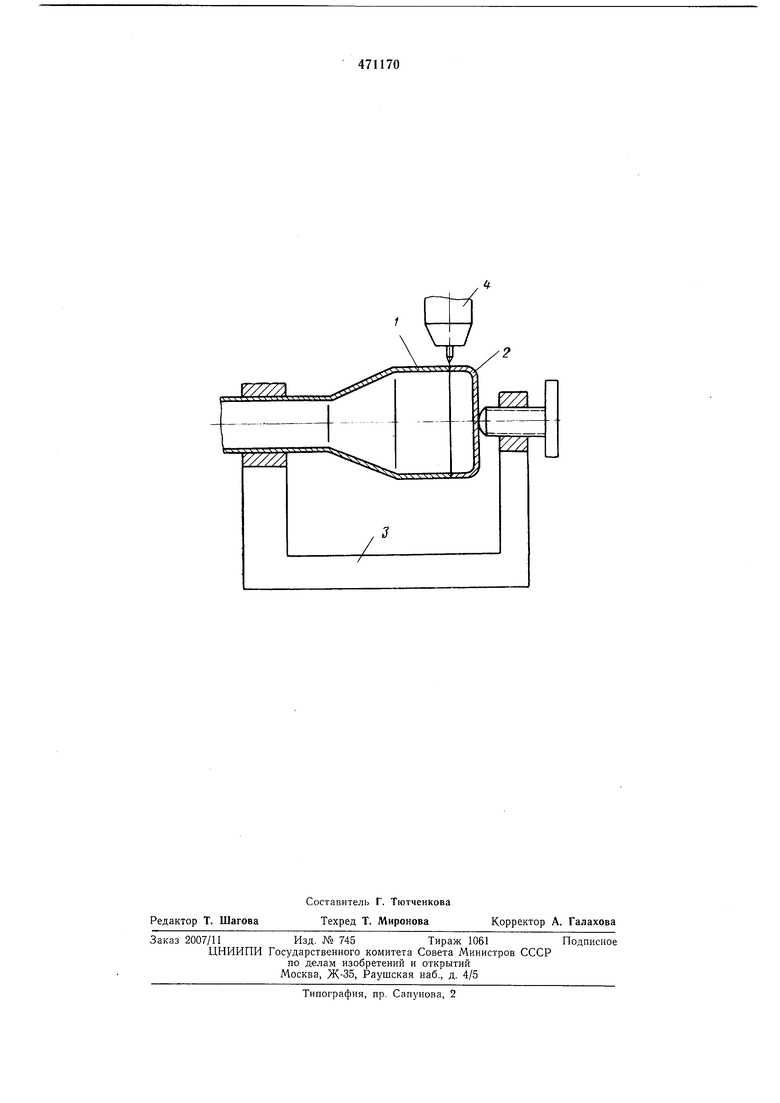
Сборка плавлением тонкостенных цилиндрических деталей малого диаметра связана с необходимостью крепления деталей, так как в процессе сборки нроисходит коробление, смещение кромок, что отрицательно сказывается на качестве сварного соединения. Известен способ сборки тонкостенных цилиндрических деталей перед сваркой плавлением, заключающийся в сборке деталей встык с помощью приспособлений. Однако такой способ не позволяет полностью устранить смещение кромок при сборке. Предложенный способ позволяет упростить сварочную оснастку и предотвратить смещение кромок в процессе сборки. Это достигается тем, что производится осевое сжатие стыка в сварочном ириенособлении с силой, достаточной для удержания деталей в собранном положении, после чего сборочное приспособление удаляется и производится сварка встык без нанесения прихваток (навесу). На чертеже дана схема крепления изделия при сборке, где 1 и 2 - свариваемые детали, сжатые в сварочном приспособлении 3, 4 - сварочная горелка. В процессе сварки, вследствие разогрева деталей происходит дополнительное сжатие торцов, способствующее уменьшению местных зазоров в стыке и образованию усиления щва ири сварке «автопрессовкой. Смещению кромок иреиятствуют силы трения между сжатыми торцами. Таким образом, сварное стыковое соединение выполняется навесу без прихватки и без перемещения кромок в процессе сварки. Получение полного и равномерного провара корня щва в таких условиях не вызывает затруднений. Наиболее рационально применение предложенного способа сборки и сварКи тонкостенных цилиндрических деталей диаметром до 200 мм с отнощением диаметра к толщине стенки не более 100, Предмет изобретения Способ сборки тонкостенных цилиндрических деталей перед сваркой плавлением, заключающийся в сборке деталей встык с помощью приспособлений, о т л и ч а ю щ и и с я тем, что, с целью упрощения сварочной оснастки, производят осевое сжатие стыка в сварочное приспособлении с силой, достаточной для удержания деталей в собранном положении, после чего сборочное приспособление удаляют и производят сварку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Способ сварки плавлением | 1979 |
|
SU863235A1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ СВАРКИ ЭМАЛИРОВАННЫХ ТРУБ | 2001 |
|
RU2202457C1 |