.1
Изобретение относится к технологии машипостроения, а именно к средствам активного контроля размеров деталей в процессе их обработки на шлифовальных станках.
Известны устройства для измерения диаметральных размеров деталей в процессе обработки на шлифовальных станках, содержащие измерительную скобу с двумя радиально неподвижными и одним радиально подвижным измерительным наконечником; передаточяонаправляющий механизм; .преобразователь перемещений и подвеску измерительной скобы, выполненную в виде рычага и двух цилиндрических шарниров, связывающих измерительную скобу с рычагом и рычаг с неподвижными узлами станка.
Однако известные устройства непригодны для контроля резьбовых изделий, в частности ходовых винтов передач «винт- гайка качения, поскольку они не позволяют измерительной скобе «следить за положением боковых поверхностей витков резьбы и самоустанавливаться измерительным наконечникам по этим поверхностям.
Предлагаемое устройство отличается тем, что шарниры подвески измерительной скобы выполнены крестовыми (карданными), а один из измерительных наконечников выполнен подвижным Б направлении, перпендикулярном к плоскости измерения.
Радиально-подвижный измерительный наконечник выполнен поворотным относительно оси, параллельной направлению его радиального перемещения.
Это обеспечивает измерение резьбовых соединений.
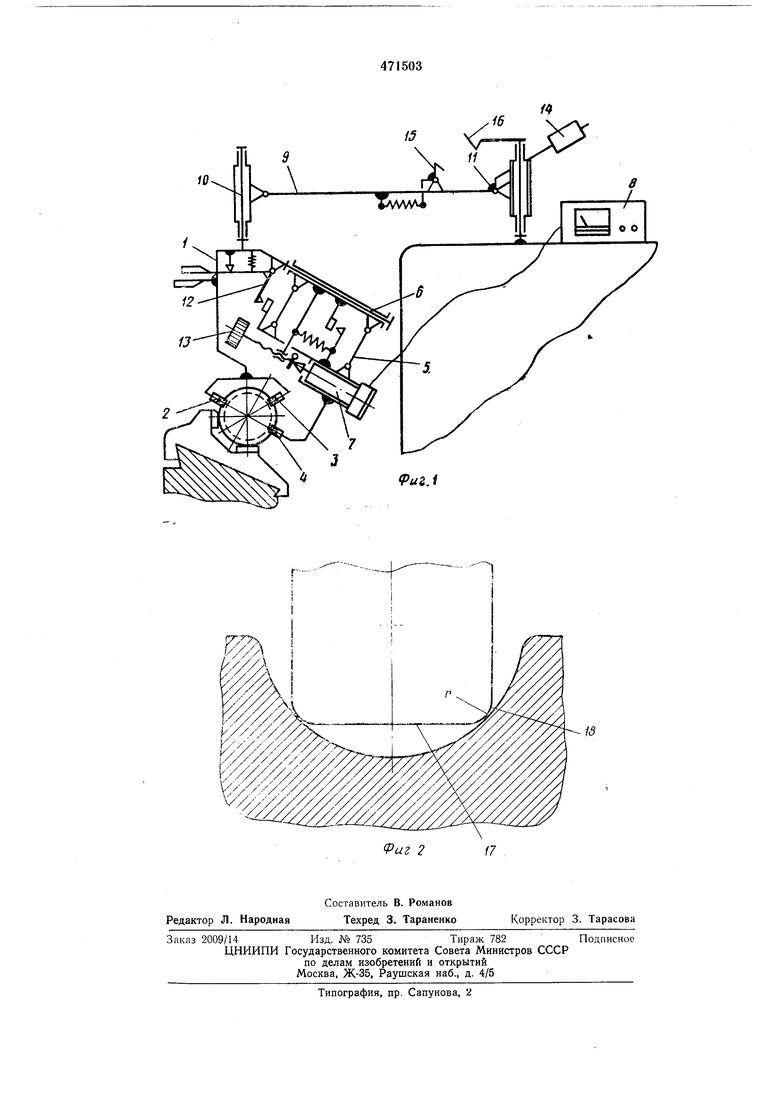
На фиг. 1 изображено устройство; на фиг. 2 - измерительный наконечник. Устройство содержит измерительную скобу
1 с двумя неподвижными 2 и 3 и одним подвижным 4 измерительными наконечниками; передаточно-направляющий .механизм, выполненный в виде шарнирного параллелограмма 5, обеспечивающего радиальную подвижность
измерительного наконечника 4, и цилиндрического шарнира 6, ось которого параллельна направлению радиального перемещения измерительного наконечника. Преобразователь перемещений выполнен, напр-имер, в виде индуктивного датчика 7 и отсчетно-командного
узла 8, а подвеска измерительной скобы -
в виде рычага 9 и двух карданных шарниров
10 и И.
Измерительная скоба содержит также арретир 12 и регулировочный микровинт 13, позволяющий настраивать преобразователь перемещений.
Подвеска измерительной скобы содержит противовес 14-И защелки 15 и 16, позволяющую фиксировать скобу в верхнем положении.
Измерительные наконечники 2-4 выполнены в виде цилиндров из твердого сплава с плоской торцовой поверхностью 17 и измерительной тороидальной поверхностью 18 радиуса г (см. ф|Иг. 2).
Устройство для измерения диаметров деталей в процессе обработки работает следующим образом. Ось карданного шарнира 11 закрепляют на неподвижных частях станка (бабке шлифовального круга). После такого закрепления измерительная скоба будет обладать четырьмя степенями свободы, обеспечиваемыми двумя карданными шарнирами 10 и 11. Наличие степеней свободы позволяет установить измерительную скобу на обрабатываемую деталь, например ходовой винт, и ввести измерительные наконечники 2 и 3 в контакт с боковыми поверхностями витков резьбы. Каждый из наконечников будет иметь с боковыми поверхностями витков резьбы контакт в двух точках, (см. фиг. 2), что отнимет у скобы четыре степени свободы.
Подвижный измерительный наконечник 4 имеет две степени свободы: радиальное перемещение, обеспечиваемое за счет шарнирного параллелограмма 5, и осевое, обеспечиваемое качанием относительно оси цилиндрического шарнира 6, что позволяет ввести измерительный наконечник 4 в контакт с боковыми поверхностями витков резьбы также в двух точках.
В процессе обработки .диаметр шлифуемого винта уменьшается, что приводит к сближению измерительных наконечников 2 и 4, которое будет воспринято индуктивным датчиком 7 и передано на отсчетно-командный узел 8. По сигналам этого узла управляют циклом шлифования и прекращают обработку в тот момент, когда будет достигнут требуемый размер.
Настройку индуктивного датчика осуществляют микрометрическим винтом 13. При установке измерительной скобы 1 на деталь пользуются эрретиром 12, отводящим подвижный измерительный наконечник 4 от детали.
В нерабочем положении измерительная скоба удерживается защелками 15 и 16. Измерительное усилие на наконечниках 2 и 3 регулируют противовесом 14.
Предмет изобретения
1.Устройство для измерения диаметральных размеров деталей в процессе обработки, содержащее измерительную скобу с двумя радиально неподвижными и одним радиально подвижным измерительными наконечниками; передаточно-направляющий механизм, преобразователь перемещений и подвеску измерительной скобы, выполненную в виде рычага и двух шарниров, связывающих измерительную скобу с рычагом и рычаг с неподвижными узлами станка, отличающееся тем, что, с целью измерения резьбовых изделий, щарниры подвески измерительной скобы выполнены крестовыми (карданными), а один из измерительных наконечников выполнен подвижным в направлении, перпендикулярном к плоскости измерения.
2.Устройство по п. 1, отличающееся тем, что радиально-подвижный измерительный наконечник выполнен подвижным в направлении, перпендикулярном к плоскости измерения.
3.Устройство по пп. 1 и 2, отличающеес я тем, что радиально-подвижный измерительный наконечник выполнен поворотным относительно оси, параллельной направлению его радиального перемещения.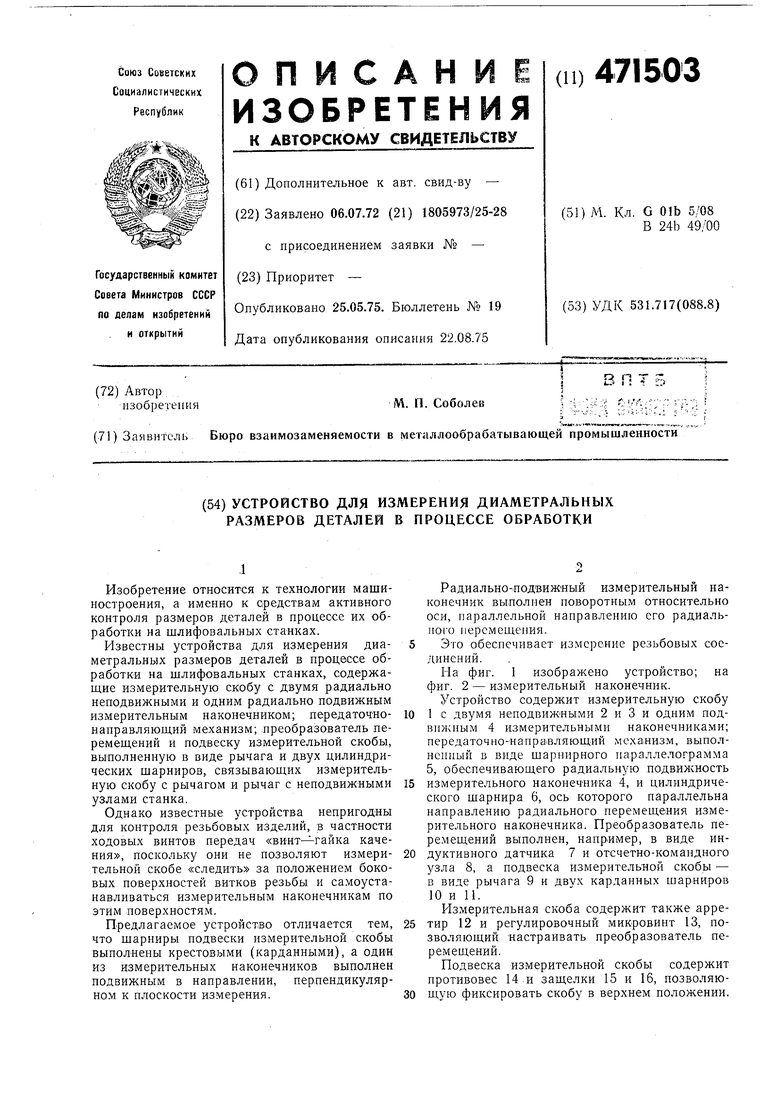
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Измерительная головка | 1990 |
|
SU1763860A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ | 1967 |
|
SU201932A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Установка для испытания материалов и покрытий на трение | 2016 |
|
RU2619844C1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |