А
OJPI
Изобретение относится к техническим измерениям в машиностроении.
Известна измерительная скоба; содержащая корпус, а котором расположены два идентичных преобразователя, каждый из которых связан с измерительным рычагом. Преобразователи состоят из ферритового якоря и магнитной системы. Якорь .преобразователя располагается на конце двуплечего измерительного рычага, подвешенного на плоских пружинах. Магнитная система преобразователя установлена на планке и с помощью винта может смещаться для выставления зазора.
Измерительная скоба работает следующим образом. Измерительные рычаги устанавливаются на обрабатываемом диаметре заготовки. По мере снятия припуска изменяется положение якоря по отношению к магнитной системе. Вследствие этого изменяются параметры выходных электрических сигналов; поступающих в отсчетно-команд- ное устройство. При достижении окончательного размера вала сигналы преобразователей вырабатывают команду отвода измерительной головки и шлифовальной бабки в исходное положение. Обработанную деталь удаляют и закрепляют на станке следующую заготовку. Рабочий цикл повторяется.
Недостатками этой измерительной скобы являются: малый диапазон измерения; настройку измерительной скобы на заданный размер необходимо производить вне станка; сложность изготовления скобы для обеспечения высокой точности измерения.
Известна также измерительная головка, содержащая корпус, два измерительных рычага, установленных на корпусе при помощи двух Т-образно расположенных плоских пружин, два индуктивных преобразователя.
Измерительная головка работает следующим образом, После закрепления заготовки в магнитном патроне шпинделя измерительные рычаги, оснащенные алмазными наконечниками, вводятся в обрабатываемое отверстие. По мере снятия припуска изменяется положение сердечников по отношению к катушкам индуктивности. Вследствие этого изменяются параметры выходн ых электрических сигналов, поступающих в отсчетно-командное устройство. При достижении заданных размеров отверстия, сигналы преобразователей вырабатывают команду отвода измерительной головки и шлифовальной бабки в исходное положение. Обработанную деталь удаляют и закрепляют в патрон станка очередную заготовку. Рабочий цикл повторяется.
Недостатками этой измерительной головки является небольшой диапазон измерения без настройки на заданный размер. Кроме того, для настройки измерительной головки на заданный размер необходимо снимать ее со станка и устанавливать на специальное приспособление.
Целью изобретения является расшире- ние номенклатуры контролируемых объектов. Поставленная цель достигается тем, что измерительная головка снабжена установленными в корпусе фиксаторами, предназначенными для взаимодействия с плечами рычага связанными с преобразователями перемещений, а измерительные наконечники установлены с возможностью поворота относительно соответствующих плеч в плоскости качания рычагов и фиксации.
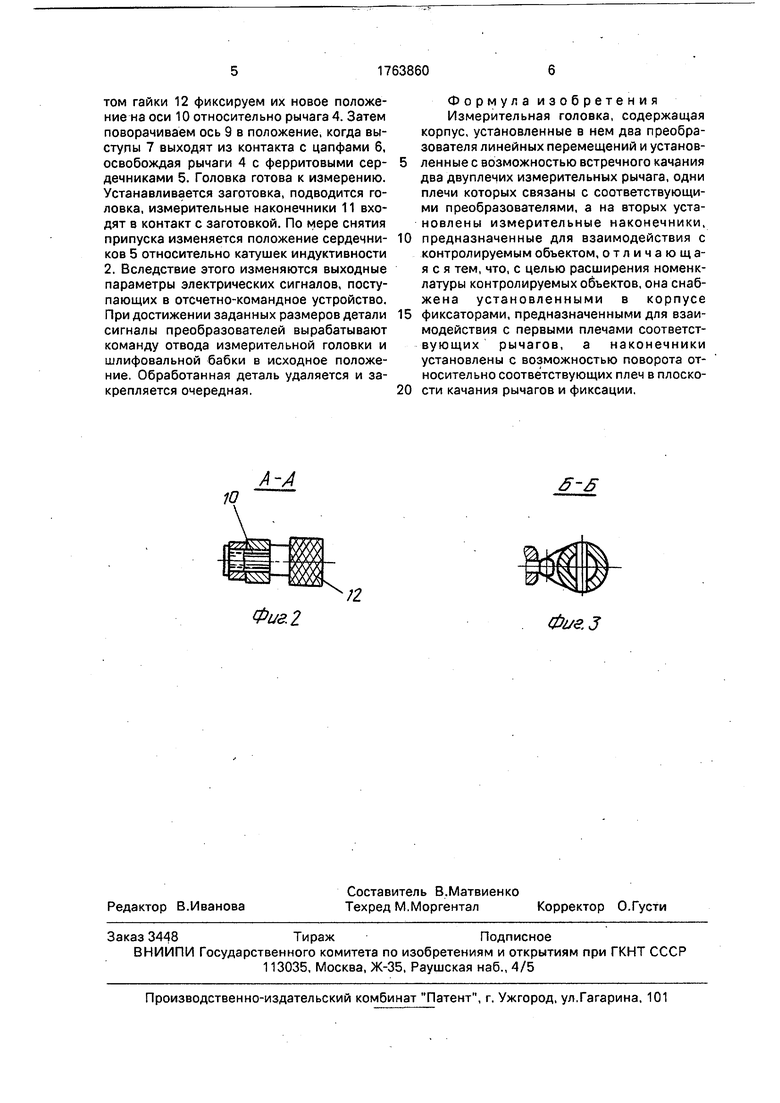
Измерительная головка изображена на фиг.1; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Головка содержит корпус 1, в котором размещены две катушки индуктивности преобразователя линейных перемещений 2. На плоском шарнире 3 подвешен рычаг 4, в котором размещен ферритовый сердечник
5, входящий в катушку 2. На торце рычага 4 расположена цапфа 6, сферическая поверхность которой фиксируется пазом, образованными выступами 7, выполненными на втулке 8, закрепленной на оси 9, установленной в корпусе 1 с возможностью поворота. На втором конце рычага 4 расположена ось 10, на которой может поворачиваться измерительный наконечник 11 с возможностью фиксации гайкой 12. Аналогичноустроен второй рычаг. Подвод электрических кабелей и узлы демпфирования не показаны.
Измерительная головка работает следующим образом.
Рычажная система головки имеет два положения: переналадки и измерения. В положении переналадки с одного размера на другой ось 9 поворачивают таким образом, чтобы выступы 7 втулки 8 вступили в контакт
со сферическими цапфами 6 рычагов 4, при этом сохраняется неизменным настроенное взаимное положение ферритового сердечника 5 относительно катушки индуктивности 2. На втором конце каждого рычага 4 поворотом гайки 12 освобождается измерительный наконечник 11, получая возможность поворачиваться на оси 10. Подводим рукой измерительные наконечники 11 до контакта с эталонной деталью, удерживая
их в контакте с эталонной деталью, поворотом гайки 12 фиксируем их новое положение на оси 10 относительно рычага 4. Затем поворачиваем ось 9 в положение, когда выступы 7 выходят из контакта с цапфами б, освобождая рычаги 4 с ферритовыми сер- дечниками 5. Головка готова к измерению. Устанавливается заготовка, подводится головка, измерительные наконечники 11 входят в контакт с заготовкой. По мере снятия припуска изменяется положение сердечни- ков 5 относительно катушек индуктивности 2. Вследствие этого изменяются выходные параметры электрических сигналов, поступающих в отсчетно-командное устройство. При достижении заданных размеров детали сигналы преобразователей вырабатывают команду отвода измерительной головки и шлифовальной бабки в исходное положение. Обработанная деталь удаляется и закрепляется очередная,
Формула изобретения Измерительная головка, содержащая корпус, установленные в нем два преобразователя линейных перемещений и установленные с возможностью встречного качания два двуплечих измерительных рычага, одни плечи которых связаны с соответствующими преобразователями, а на вторых установлены измерительные наконечники, предназначенные для взаимодействия с контролируемым объектом, отличающаяся тем, что, с целью расширения номенклатуры контролируемых объектов, она снаб- жена установленными в корпусе фиксаторами, предназначенными для взаимодействия с первыми плечами соответствующих рычагов, а наконечники установлены с возможностью поворота относительно соответствующих плеч в плоскости качания рычагов и фиксации.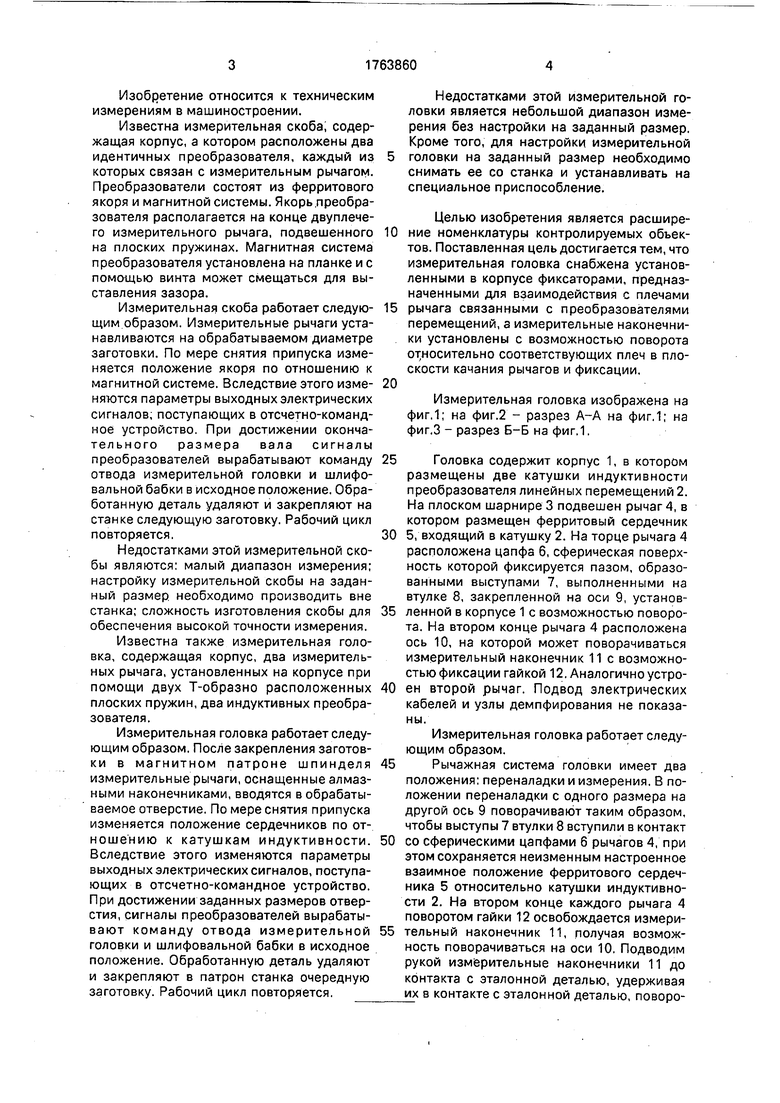
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Устройство для измерения диаметральных размеров деталей в процессе обработки | 1972 |
|
SU471503A1 |
| Устройство к круглошлифовальному станку для быстрого подвода шлифовального круга к заготовке и регулирования положения относительно ее оси губок упорного люнета | 1959 |
|
SU126756A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
| НАКЛАДНОЙ КРУГЛОМЕР | 2001 |
|
RU2196959C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРОВ ДЕТАЛЕЙ | 1991 |
|
RU2023580C1 |
| Устройство для контроля накопленной погрешности обрабатываемых зубчатых колес | 1981 |
|
SU1013731A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
Изобретение относится к измерительной технике. Цель изобретения - расшире- ние номенклатуры контролируемых объектов. Это достигается тем, что измерительная головка снабжена установленными в корпусе 1 фиксаторами, предназначенными для взаимодействия с первыми плечами рычагов 4, а наконечники 11 установлены с возможностью поворота относительно соответствующих плеч в плоскости качания рычагов 4 и фиксации. Измерительные наконечники 11 вводят во взаимодействие с контролируемым объектом, по мере обработки которого изменяется положение сер- дечников 5 относительно катушек индуктивности 2, что фиксируется отсчет- ным узлом. 3 ил.
ю
Фиг. 2
ff-ff
Фие.З
| МАШИНА ДЛЯ ОСВОБОЖДЕНИЯ ОТ ДРЕВЕСИНЫ И ПРИДАЧИ ГИБКОСТИ ВОЛОКНИСТЫМ СТЕБЛЯМ | 1925 |
|
SU4188A1 |
| Справочник | |||
| Активный контроль в машиностроении | |||
| М.: Машиностроение, 1978, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
