1
Изобретение касается техники изготовления модифицированных материалов на основе древесины.
Р1звестные устройства для прессования древссипы солсржчт силовой цилиндр, камеру с каналом г:cpe eпнoгo ссчерп-гп, со:тоящим из зоиы контурного прсссопзпия и зоны стабилизакии.
Однако известнь е устройства малопроизводительны, не обеспечивают высокого качества изготовления прессованной древесины и не позволяют сократить время иа технологические операции.
Цель изобретения - снижение усилия прес-. сования и ио;;ышепие производительности.
Для этого в 301-ie контурного прессования камеры по ее периметру смонтированы илаоающие магнитострик.ционпые концентраторы, установленные иод углом 1-7° к продольной оси канала.
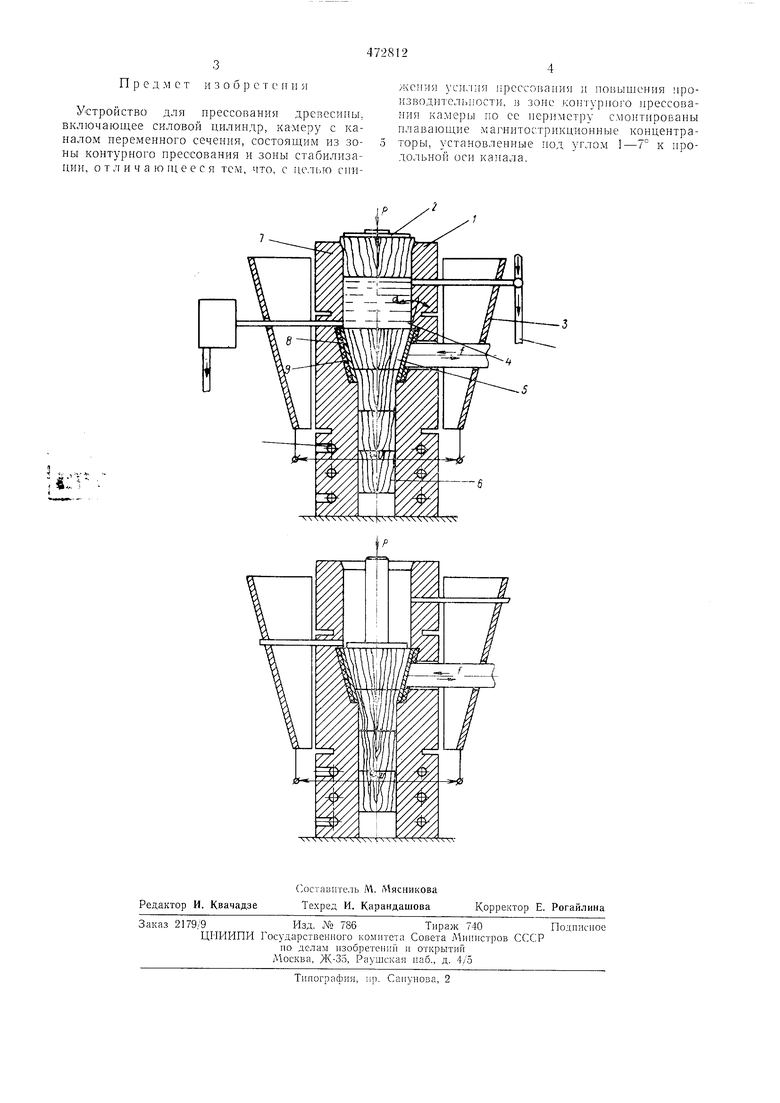
Ка чертеже схематически изображено устройство для прессования модифтщированной древесины в двух рабочих положениях.
Оно имеет корпус 1, шток 2 гидроцилиндра, обогревательное устройство 3. Корпус канала содержит зоны 4-6 соответствекио предварптельного уплотнения с пропитыванием заготовки, контуриого нрессования с обработкой г ультразвуковом поле, стабилизации размеров с термической обработкой.
Устройство работает следующим образом. Пропитанная заготовка 7 из зоны 6 пропитки пере.мещается в зону 5 контуриого нрессовйкия, где обрабатывается в ультразвуковом поле. Источником ультразвуковых колебаннй является :.;лгпитострикп,:ониые концентраторы 8 с углом захода I-7°, изолированные от 1, например, резиновыми прокладкамн 9.
Прессование заготовки древесины осуществляется за счет уменьшения выходного сечения 1. и дпиа: П ческого воздействия колеблющихся магнитострикционных концентраторов. Примеиенлг ультразвуковых колебаний позволяет знач;.тельно снизить осевые усилия подачи и контурного прессования заготовки древеси ы за счет снижения сил трения, вознпк-аю1иих ири взаимодействии заготовки с боковыми поверхностями канала. Шток 2 подает следующую пропитанную заготовку в зону 5 прессования, которая проталкивает иредыдущую из зоны прессования в зону 6 стабилизации.
Таки.м образом обеспечивается непрерывность технологического процесса прессования с ультразвуковой и термической обработкой 3 счет :1осле;;ователы1ого прохождения заготовок чс)ез различные зоны канала устрой
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРОПИТКИ и ОДНОВРЕМЕННОГО ПРЕССОВАНИЯ ДРЕВЕСИНЫ | 1972 |
|
SU353842A1 |
| Устройство для пропитки и одновременного прессования древесины | 1974 |
|
SU469599A1 |
| Устройство для пропитки и прессования древесины | 1978 |
|
SU716812A1 |
| Устройство для пропитки и одновременного прессования древесины | 1974 |
|
SU478720A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| СПОСОБ РАСПИЛОВКИ ДРЕВЕСИНЫ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1997 |
|
RU2113347C1 |
| Траверса устройства для прессования | 1984 |
|
SU1180272A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2006 |
|
RU2340443C2 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
| Комбинированный способ поперечно-винтовой прокатки | 2024 |
|
RU2834075C1 |