ленты 7, точка пересечения их оси нахоДИТ.СЯ на горизонтальной оси онмметрлта ножей.
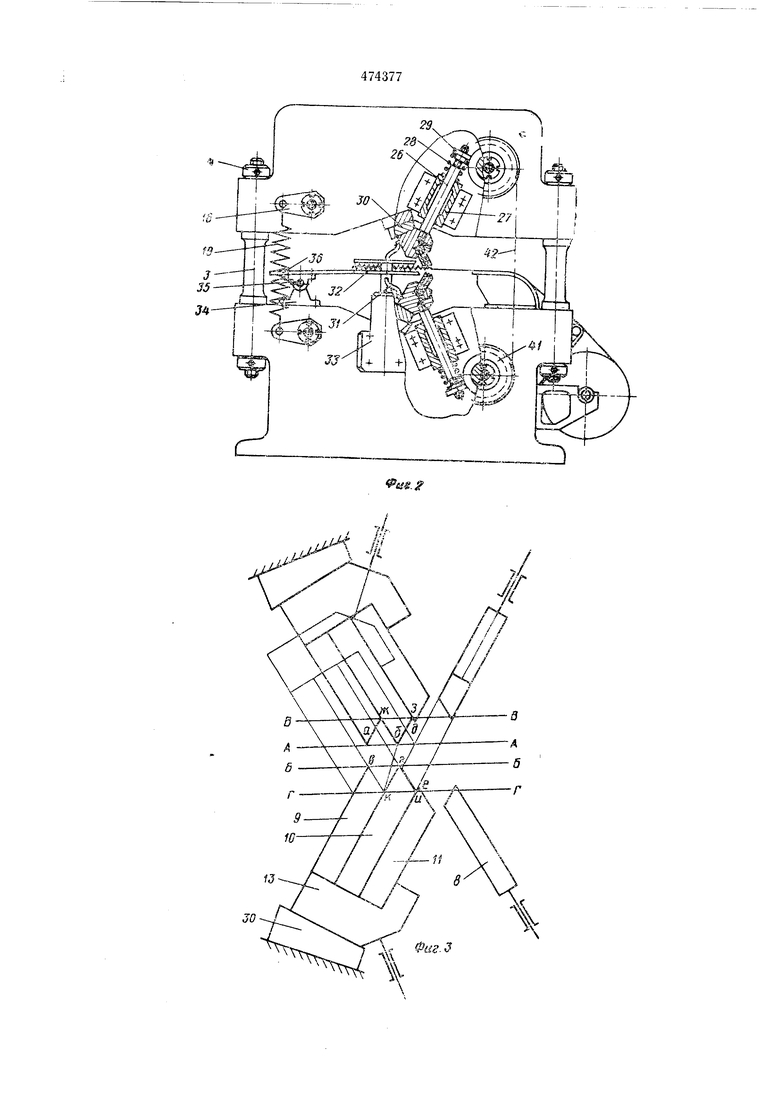
П|ружи 1а 28 через гайку 29, установлен:ную скалке 26, при,ЖИ: 1ает держатель 13 к 1регул;Ирово1Чны.м клиньям 30, зафиксирова«ным на -стан-ннах I 2.
На держателе /5 укреплен толкатель 31, перемещающий В крайнее верхнее и иижнее положания Направляющую 32, установленную в корпусе 33. На станине / установлен :Кр.онштейн 34 с осью 55, относительно шторой столик 36 Может качаться, следуя за направляющей 32.
Лента 7 находится на оси 57, расположенной на |кронштейне 55, прикрепленном к стаиине /.
ДвустО|р01н:няя смазка ле-нты 7 ооуществляется ф.итилем 39, юдин конец которого лотружен в масляную емкость 40, укрепл1ен1ную на станине /, а другой - леж,ит на рулоне ленты И оття1ги вается грузом.
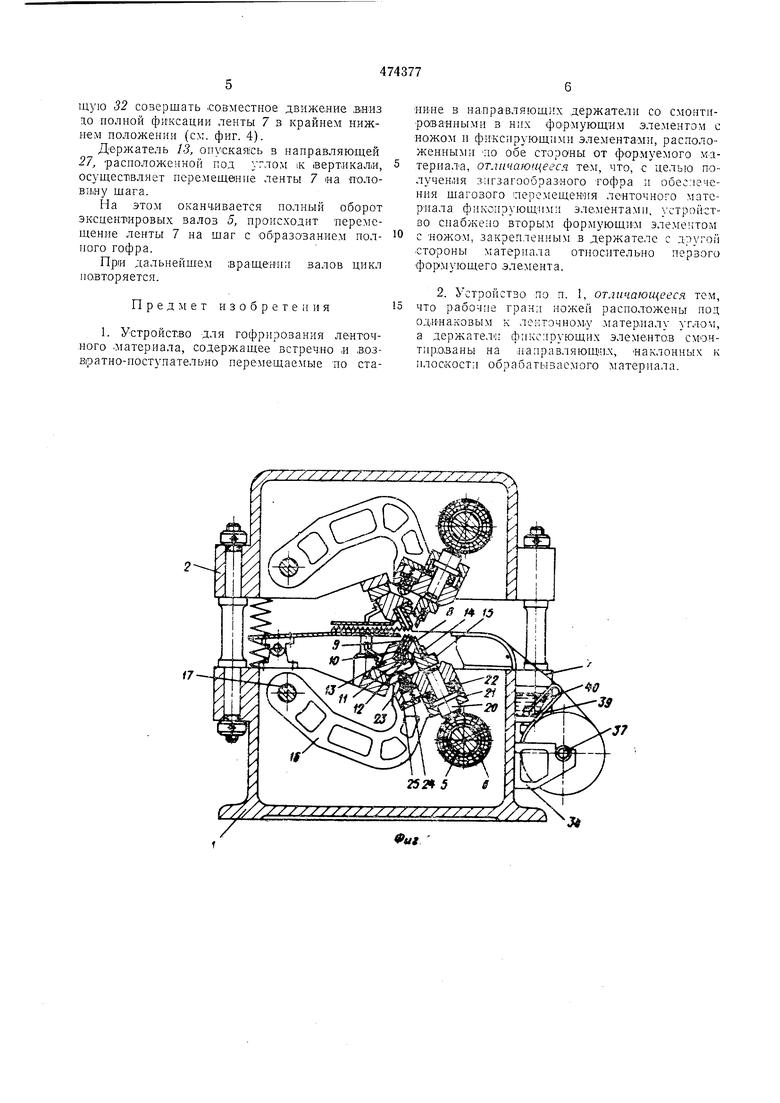
На эксцентриковых 1валах 5 установлены звездоч,ки 4-1, связа ннью цепью 42.
ФикоируюЩИе элементы с ножамш 9 и 10 расположены в 1крайн.их иоложениях, устанавливаются iB держател,и 13 так, чтобы плоскости А-А и Б-Б, проходящие через точки пересечения траней а 41 б, в и г, были параллельны между собой. Точ.ки пересечения граней дие расположены соот1ветстве нно между плоскостями А-А и В-В; Б-В ш Г-Г. Плоскости В-В ,и Г-Г проходят соответственно через точ:ки ж, 3 .11 и, к. Посередине .между плоскостями А-А и Б-Б проходит горизонтальная ось оим:метр,И1И ножей. Так как межд Плоскостями А-А Л1 Б-Б имеется зазор, то Для фиксирования гофров готовой :насад.к1п в верхнем л,и.бо ннжне-м положении наоор фиксируюnuix элементов с ножами доллсен сове рщйть перемещение по лиии1И бк, которая (находится лод углом ;к граням пожей кг. Следовательно, грани би к кг и кг -и аж при смыкан,и,и совершают плоскопараллельные движения, что игс;ключает затирание ,издел;ия при фиксации его на нюжах.
Устройство работает следующим образом. Лента 7 из рулона подается в i30Hy гофрирования. Эксцентри.ковые валы 5 1выставлены Tio циклу, соверщают непрерывное вращение от .привода (на чертежах не иоказаи) и через подш.итгннки 6 -непре рывно Воздейстзуют на толкатели 20, установленные на рьша.гах 16.
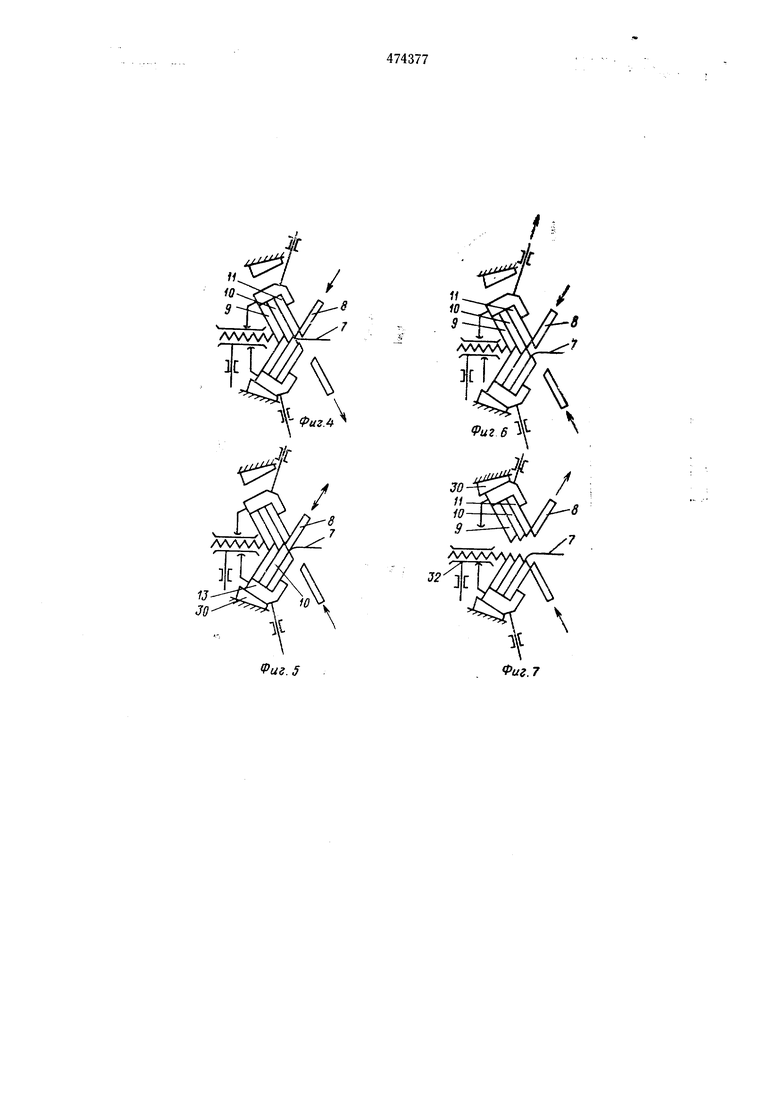
На ф|иг. 4 иоказлно 1юложеп ие, |когда фи1ксирующие элементы с иожами 9-//, расположенные над гофрируемой лентой 7, на.ходятся в :край.нем НИжнем положении. В это. полОЖбнии готовая часть :изделия зафиксирована, И дальнейшее двпженле формующего элемента с .ножом 8 на.правлено на образоваи.ие гофра и форм-ирсванме нижнего угла 113деЛ|Ия (см. ф,ит. 5). Усил.ие гофр прова.ния создается дeмпфepo r 22 при переходе верхн и г эксцентриковым залом 5 иижней мертвой точки. Это усилие передается на (|).iiKici рующий элемент с ножом 10, являющийся матрицей, и через держатель 13 .и регулировочный клии 30 замыкает на стаиину 1. После прохождения нижней мертвой точки формующий элемент с ножом 5, расположенный над лентой 7, совершает движение ввер.х (см. фиг. 6). Пр1И достижении определенного положения формующи.м элементом с ножом 8, расположенным н-ад плос.костью ленты 7, стакан 23, нахадив шийся под действием пруждны 24, упирается бурто.м в корпусе верхнего рычага 16. Пр,и это.м фиксирующие элементы с ножами 9-Л и формующий элемент с ножом 8 совершают совместное движение вверх, отходя от ленты 7. .ксирующие элементы с ножа.ми 9-// поднимаются до упора в клин 30, за.креплеЕмый на верхней станине 2 (см. фиг. 7), за счет пружины 2S, а фор.мующий элемент с ножом 8 - за счет пруж1И1Ны 19. При этом направляющая 32 с гофри.рованной лептой остается в край.нем Н:ижнем положенИ.и.
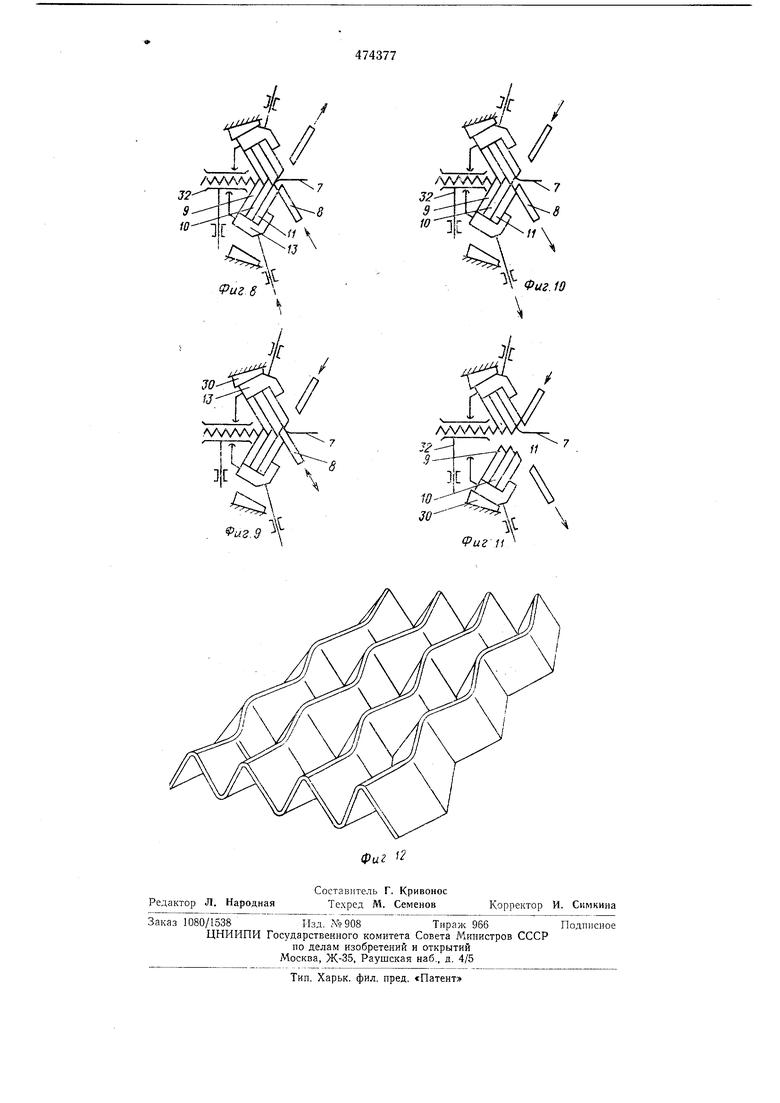
Формующий элемент с иожо.м 5, расположенный под лентой 7, продолжает движен-ие вверх и при этом стакан 23, укрепленный па нижнем рычаге 16, .входит в контакт с фиксирующи.ми элементам с ножам.и, заставляя их и направляющую 3-2 совершать совместное дв жен1ие вверх до полной фи.ксации ленты 7В крайнем верхнем положении (см. фпг. 8). В связи с тем, что держатель 13 совершает подъе.м в аиравляющей 27, расположенной под углом к вертикал, и)0ИСход 1Т перемеще ие ленты 7 на половину шага.
Дал знейшее движение формующего элемента с ножом 5, расположенного под лентой 7, направлено на образование грани гофра и форМ: 1ро1вание верхнего угла изделия (см.
ф.1Г. 9).
УсиЛИе гофрирования создается )П же образо.м, как а формующем элементе с ножом 8, 1находящ мся над лентой 7, а замыKaiHi e его осуществляется через держатель 13 и регулировочный 30 на 1верх юю станину 2. После г рохождения верхней мертвой ТОЧ1КИ нижним эксцентрикавь м валом 5 форму оии1й .элемент с ножом 8 совершает дв 1жеH ie вниз (с.. фиг. 10).
Пр достижении оиределенного положения форм1 ощ м элементом с нoжo 5, рас юложен ым иод плоскостью лг.иты 7, стака 23, находившпйся под действием лр жины 24, yn:iРается буртом в корлус нижнего рычага 16. При этом фиксиру ощие элементы с ножам,и 9, 10, 11 и форму ОЩ Й элемент с :ножо. 8. совершают :со.вмесш ое движение вниз, отходя от ленты 7, а наиравля ощая 32 с гофрированной лентой 7 остается з к пайне.м верхнС.м иоложе И1И (c. фиг. И).
iB это формующий элемент с иоЖ01М 8, расиоложен ныГ над ле.чтой 7, продолЖает движеяи е вн.из, ..и при этом -стакан 23, укрепленгНЬ Й на верхнем рычаге 16, входит . контакт с фи ксирую.,ИМИ элементами с иожам 9, 10, 11, заставляя и:
тую 32 совершать .совместное движение .вниз но полной фиксации ленты 7 з крайнем нижнем положении (см. фиг. 4).
Держатель 13, опускаясь в направляющей 27, -расположенной под углом к. вертикали, осуществляет перемещенне ленты 7 «а полови,ну шага.
На этом оканчивается полный оборот эксцентировых валов 5, происходит перемещение ленты 7 на шаг с образозанием полного гофра.
При дальнейщем врашении валов цикл повторяется.
Предмет изобретения
1. Устройство для гофрирования ленточиого .материала, содержащее встречяо и ,возВ|ратно-поступательно перемещаемые по станине в направляющих держатели со смонтированными в них формующим элементом с ножом и фиксирующими элементами, расположенными ПО обе стороны от формуемого митериала, отличающееся тем, что, с целью получения зигзагообраЗНого гофра и обеспечения шагового аеремещения ленточного материала фиксирующим; элементами, устройство снабжено вторым формуюш.И1М элементом с НОЖОМ, закрепленным в держателе с другой .стороны материала относительно первого формующего элемента.
2. Устройство по п. 1, отличающееся тем, что рабочие грани ножей расположены под оди.на.ковым к ленточному материалу углом, а держателИ фиксирующих элементов смонтир,о.ваны на иаправляющ1И,х, наклонных к плоскости обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Устройство для гофрирования ленты | 1972 |
|
SU509327A2 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |
| Устройство для гофрирования ленты | 1975 |
|
SU551082A1 |
| УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2007 |
|
RU2359773C1 |
| Механизм гофрирования бумажной ленты Г.Д.Бернштейна | 1956 |
|
SU1092052A1 |
| МАШИНА ДЛЯ ПРОДОЛЬНОГО РЕЗАНИЯ ПОЛОТНАНА ЛЕНТЫ | 1964 |
|
SU161625A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДВУХСЛОЙНЫХ ДЕТАЛЕЙ | 1972 |
|
SU356016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100120C1 |
| Автомат Бернштейна Г.Д. для изготовления заготовок бумажных масляных фильтров | 1956 |
|
SU1178624A1 |
..1
.1
(ui.S
