танавливаются по наружной поверхности центрируемой кольцевой детали.
Закрепление центрируемой кольцевой детали прихватами 13 производится затягиванием гаек 18, которые одновременно через тяги 19 и смонтированные в них на осях 20 коромысла 21 воздействуют на стопорные штыри 22, фиксируя от смещения самоустанавливающиеся опоры 15.
Приспособление работает следующим образом.
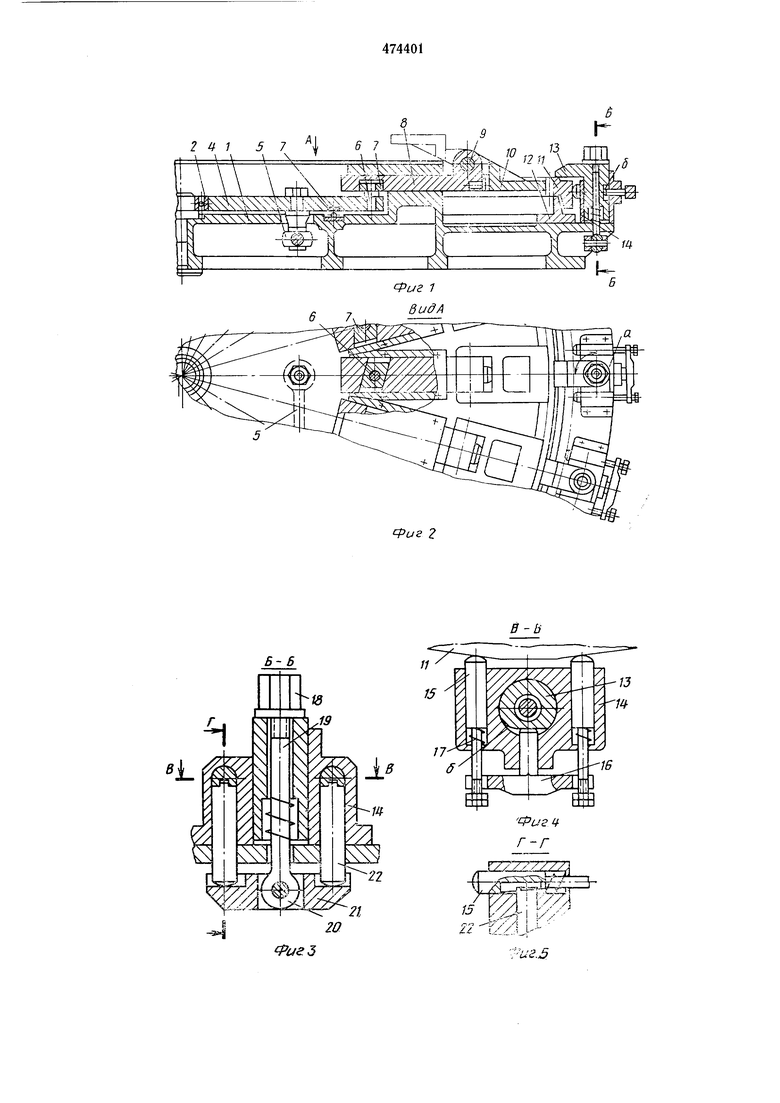
Центрируемая кольцевая деталь 11 устанавливается на опорное кольцо 12 и грубо базируется относительно центра обработки. С помощью тяги 5 производится вращение поворотного диска 4. Сухари 7, установленные на пальцах 6 и размещенные с определенным щагом на поворотном диске 4, перемещаясь по наклонным пазам ползунов 8, раздвигают их в радиальном направлении вместе с сидящими на них откидными центрирующими элементами 10 до упора во внутреннюю поверхность кольцевой детали 11.
Производится центрирование кольцевой детали по ее внутренней поверхности и придание ей формы правильной окружности за счет усилия, передаваемого откидными центрирующими элементами 10. После этого производится крепление кольцевой детали 11 торцовыми прихватами 13, для чего они вручную устанавливают в рабочее положение (см. фиг. 2) до упора в стенку выступа «а стойки 14.
Одновременно с поворотом каждого прихвата в рабочее положение самоустанавливающиеся опоры 15 под действием пружин 17 выходят из стойки 14, устанавливаясь по наружной поверхности центрируемой детали. Выход опор 15 обеспечивается профильной канавкой «б на направляющих прихватов 13, в которую западает Т-образный толкатель 16.
Величина вылета самоустанавливающихся опор 15 из стойки 14 определяется глубиной профильной канавки «б на направляющей прихвата 13.
Закрепляют прихваты 13 в рабочем положении затягиванием гаек 18. При этом через
тягу 19, ось 20, коромысло 21 и стопорные щтыри 22, самоустанавливающиеся опоры 15 стопорятся, фиксируя тем самым сдеформированное состояние центрируемого кольца И.
С помощью тяги 5 поворотный диск 4 перемещают в обратном направлении, ползуны 8 отводятся в исходное положение и откидные центрирующие элементы 10 отбрасываются в
нерабочее положение (показанное пунктиром на фиг. 1), освобождая поверхность, по которой производилось центрирование для обработки. Установка закончена. После обработки детали производится раскрепление ее путем отворачивания гаек 18 и поворота торцовых прихватов 13 в нерабочее положение.
Предмет изобретения
Приспособление для центрирования и закрепления деталей типа тонкостенных колец посредством соответственно механизма центрирования с радиально перемещаемыми ползунами, несущими центрирующие элементы, и торцовых прихватов, отличающееся тем, что, с целью обеспечения обработки внутренней центрирующей поверхности кольца и деформирования детали для придания ей формы правильной окружности, механизм центрирования выполнен в виде установленного на корпусе приспособления поворотного диска, снабженного равнорасположенными по окружности пальцами, воздействующими на ползуны с центрирующими элементами, выполненными откидными, а торцовые прихваты установлены поворотно в размещенных на корпусе приспособления стойках, в которых расположены самоустанавливающиеся и фиксируемые в рабочем положении посредством стопорных штырей опоры, взаимодействующие с наружной поверхностью детали и управляемые установленными в стойках Т-образными толкателями, контактирующими с нанесенными на направляющих торцовых прихватов профильными канавками. 241 5 7 1
иг 2 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для закрепления конических колес | 1979 |
|
SU848164A1 |
| Патрон для закрепления конических шестерен | 1973 |
|
SU506470A1 |
| Патрон для установки и закрепления деталей типа дисков | 1981 |
|
SU984703A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| САМОЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2087269C1 |
| Зажимной патрон для закрепления тонкостенных деталей | 1972 |
|
SU439350A1 |
| Стенд для сборки и разборки колеса большегрузного автомобиля | 1982 |
|
SU1122523A1 |
| Устройство для взаимного центрирования деталей типа крестовины и фланца-вилки | 1989 |
|
SU1606306A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |