(не показан) через полости Ж, а полости Е перекрыты.
В связи с тем, что в качестве трубопровода применен гибкий шланг высокого давления, штуцер 13 может быть жестко связан с цилиндром блока 8.
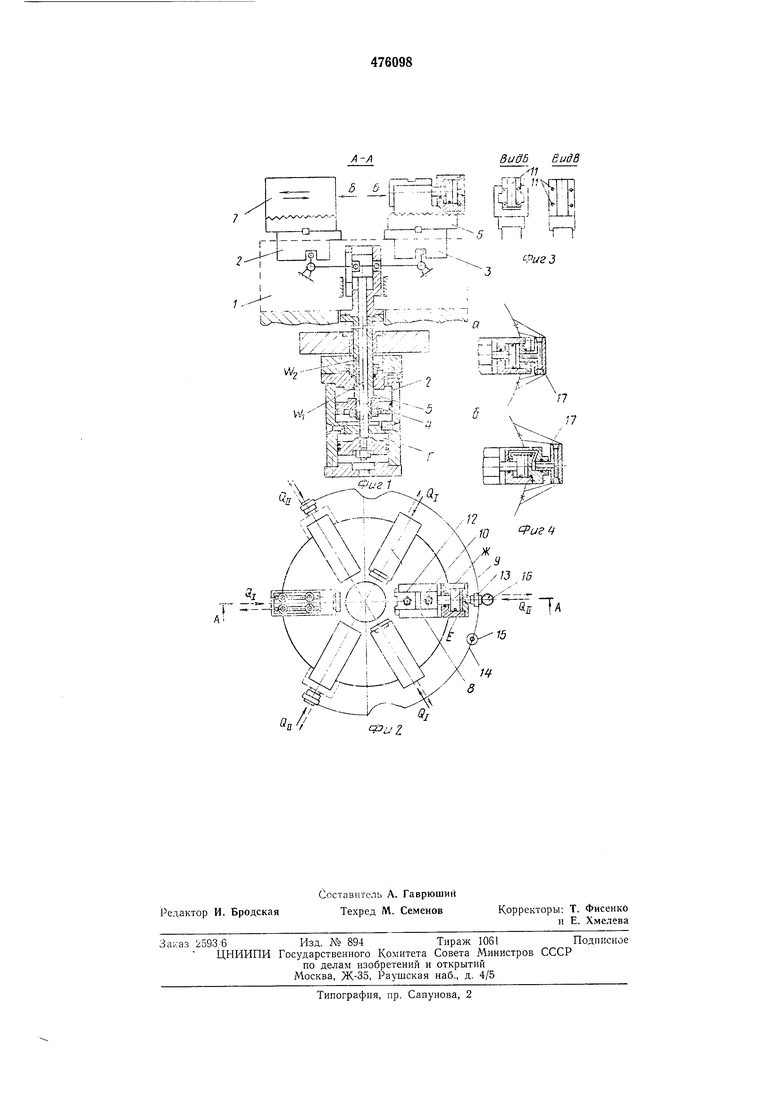
Масло в полости Е и Ж заливается через дозатор 15 и объем его полости определяется по совпадению контрольных рисок на кулачке 10 и блоке 8 (не показаны).
Усилие QI на кулачках первой группы создается тяговой силой Wi на штоке 2 привода, а усилие Qu на кулачках второй группы - тяговой силой W2 на штоке 3 привода. Давление в полости Е или Ж, а также усилие Qu непосредственно на кулачке определяется по манометру 16.
Минимальная утечка масла из полости Е или Ж достигается за счет тш,ательной подгонки поршня и штока к посадочным местам качественных уплотнений и применения масла густой консистенции.
Добавление масла производится через дозатор 15.
Для враш,аюш,егося зажимного устройства применяется штуцер 17, жестко связанный с корпусом (фиг. 4), но подвижный относительно радиально перемешаемого блока 8. При движении кулачка к центру или от центра соответствующая связь с полостью Е и Ж показана на фиг. 4, а и 4, б. Штуцеры 17 между собой соединены жестким трубопроводом, проложенным по периферии корпуса (не показан).
При закреплении заготовка центрируется кулачками первой группы, а кулачки второй группы при этом самоустанавливаются по поверхности заготовки.
Закрепление заготовки двумя группами кулачков может производиться при движении кулачков в разных направлениях, например
первой группы к центру при креплении за
наружный диаметр, а второй группы от
центра при креплении за внутренний диаметр.
При закреплении нежестких заготовок в
разных осевых поясах величина сил Qi и Qu может быть различной в зависимости от размеров, жесткости заготовки и передаваемого дюмента. При строго одновременно приложении всех
сил к заготовке обе полости привода подключаются к одному обшему источнику энергии и оба его штока должны работать синхронно как один шток. В случае подключения полостей привода к
различным источникам энергии при закреплении нежестких заготовок также должна быть предусмотрена синхронизация приложения всех сил к заготовке.
Предмет изобретения
Кулачковый натрон с гидравлическим приводом радиального перемещения кулачков,
снабженный центрирующим органом и группой кулачков, самоустанавливающихся посредством воздействия на них замкнутой гидросистемы, отличающийся тем, что, с целью снижения упругих деформаций при закреплении нежестких деталей с искаженной базовой поверхностью, центрирующий орган выполнен в виде дополнительной группы центрирующих кулачков, равномерно расположенных и смещенных относительно группы
самоустанавливающихся кулачков на половину центрального угла, а гидропривод перемещения обеих групп кулачков выполнен в виде сдвоенного реверсивного гндроцилиндра с концептрично расположепными щтоками, связанными каждый с одной из указанных групп кУлачков.
.UJ
Ь- toj.e
t SSb-d b.it:f.-J :
- г
шетзй
иг 1
ff
- i
.-r-.
.,).
i Igfespr.-ii/-/ ,:r;4li 4Lk - - :ri4fe r У ;K- r Ciibiiavter
Видь ЕидВ 11
Sft. 2
/ /
/(j ffus ч
.Ж
fijl
9
/
:-2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Гидростатический люнет | 1987 |
|
SU1551513A1 |
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Устройство для укладки заготовок лесоматериала в пакеты | 1973 |
|
SU552261A1 |
| Патрон трехкулачковый самоцентрирующий гидравлический | 1984 |
|
SU1197787A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Патрон для закрепления колец подшипников | 1981 |
|
SU1024174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |