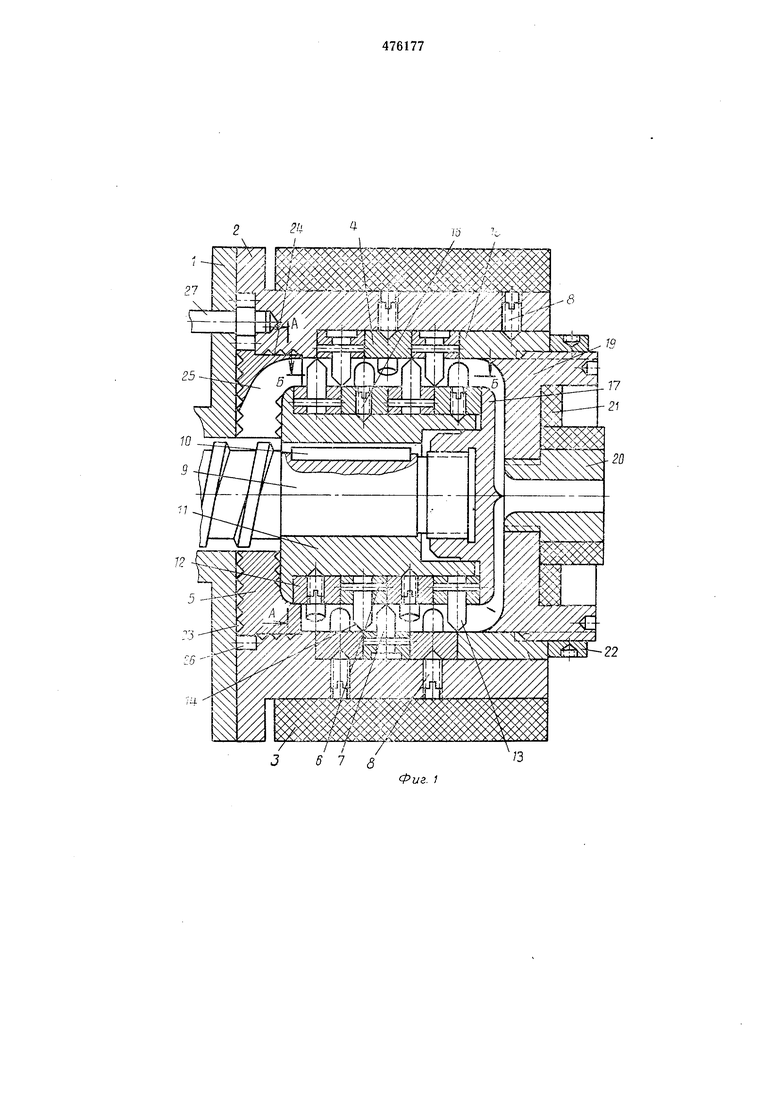
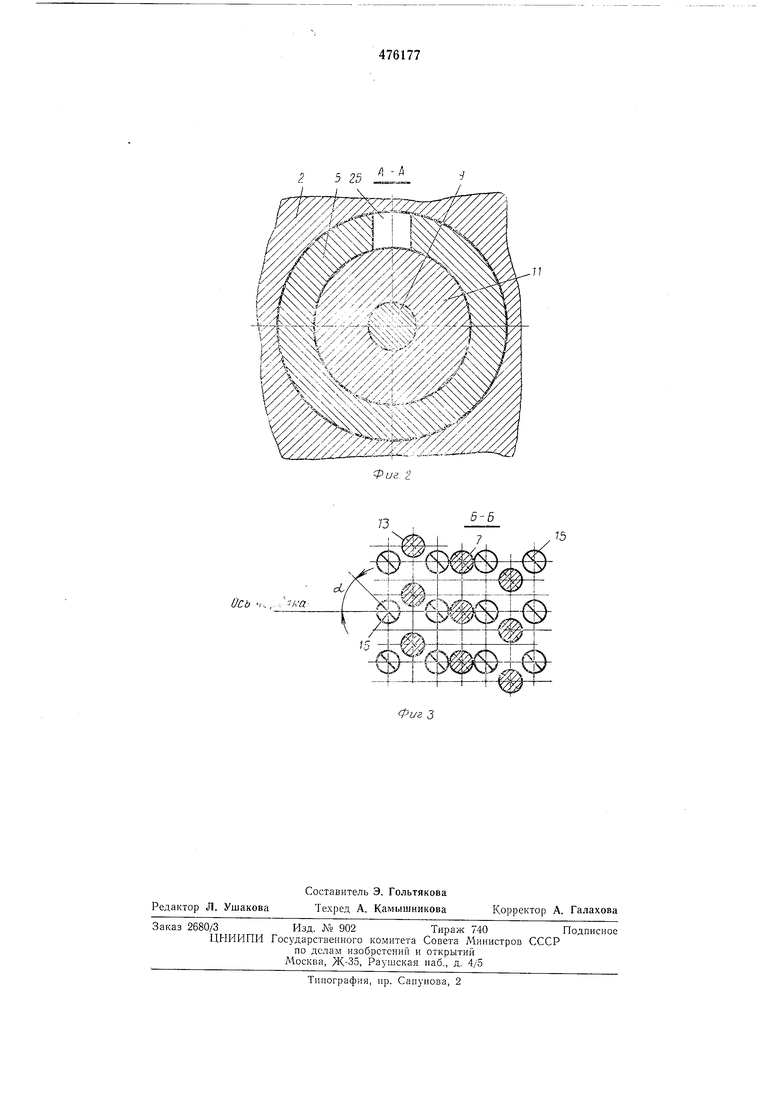
ну, равную отношению окружного шага пальцев к числу рядов неподвижных пальцев 7. Высота пальцев 7 и 13 равна величине кольцевого зазора между цилиндрическими иоверхностями выходного конца 9 червяка и корпуса 1 (точнее стакана 2), а их торцы выполнены со скосами 14, образуюш,ими ребра 15,расположенные под углом а к оси червяка (см. фиг. 3). Кольца 12 стопорятся на втулке 11 винтами 16.Втулка 11 закреплена на выходном конце 9 червяка ори помощи диска 17. В стакаие 2 смонтирована иа винтах 8 втулка 18, в которой на резьбе установлен диск 19 с формуюш,ей головкой 20 и нагревателем 21. Диск 19 застопорен гайкой 22. На обоих торцах шайбы 5 имеются спиральные каналы 23. Наружная цилиндрическая поверхность шайбы 5 находится в подвижном коитакте с винтовой нарезкой 24 стакана 2. Шайба 5 снабжена каналом 25, ширина выхода которого не меньше диаметра пальца. Расстояние между торцом шайбы 5 и первым рядом подвижных пальцев 13 выполняется минимальным. Шайба 5 снабжена зубчатым венцом 26, который находится в зацеплении с валом-шестерией 27, расположенным в корпусе стакана 2. Экструдер с подвижной шайбой работает следующим образом. Расплав полимерной композиции подается червяком в канал 25 шайбы 5, которая с помощью вала-шестерии 27 приводится во вращение со скоростью, отличной (преимущественно меньшей) от угловой скорости червяка. Выход канала 25, расположенного в подвижной шайбе 5, смещается относительно подвижных 13 и неподвижных 7 нальцев. Поскольку расплав выходнт из канала на малом участке, объемы между подвнжными и неподвижными пальцами заполняются новым материалом. Устранение застоя между пальцами позволяет уменьшить время нахождения материала в полости насадачИ и снизить степень деструкции и повысить качество продукции. Попадание расплава в зазоры между торцами шайбы 5, и, соответственно, втулкой 11 и корпусом 1, устраняется обратной спиральной нарезкой 23 на обоих торцах подвижной шайбы 5. Попадание материала в зубчатое зацепление предотвращается обратной винтовой нарезкой 24 в стакане 2 в месте его контакта. Из кольцевого зазора расплав поступает в зону дополнителького смешения между вращающимся диском 17 и неподвижным диском 19. Гомогенизация и диспергирование полимерной композиции в экструдере с иодвижной шайбой достигается кратковременным создаиием высоких скоростей сдвига в .момент прохождения подвижных пальцев 13 на малом расстоянии от неподвижных пальцев 7, причем величину этого расстояния (аксиального зазора) можно выполнить минимальной, допускаемой точностью изготовления насадки. Чтобы устранить многократный сдвиг материала иа цилиидричсских поверхностях кольцевого зазора одиим и тем же рядом пальцев, последние выполнены со скосами на торцах, образующих ребра 15 (фиг. 3), расположенные под углом а к оси червяка. Это позволяет удалить уже подвергнутый интенсивному сдвигу материал из зоны высокого сдвига, предотвращая разложение материалов. Предмет и зобретения 1.Экструдер но авт. св. N° 360236, отличающийся тем, что, с целью повышения качества продукции путем устранения зон застоя между пальцами, шайба сиабжена механизм о.м вращения. 2.Экструдер по п. 1, от л и чающийся тем, что механизм вращения выполнен в виде приводного вала-шестерни, взаимодействующего с зубчатым венцом, укреплеиным на боковой поверхност шайбы.
J 618
/5
/1 -4
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU360236A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ | 1973 |
|
SU376254A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА | 1999 |
|
RU2159179C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| Устройство для переработки полимерных материалов | 1988 |
|
SU1634527A1 |
| ГАЕЧНЫЙ РАЗВОДНОЙ КЛЮЧ | 1993 |
|
RU2081740C1 |
| САМОЗАТЯГИВАЮЩИЙСЯ СИНХРОНИЗАТОР | 2016 |
|
RU2627911C1 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083365C1 |
| Гранулятор отходов полимерных материалов | 1976 |
|
SU686886A1 |
Ось -л.,,
