Существующая печь Пиккеринга состоит из восьми вертикальных шамотных реторт, оси которых расположены по одной окружности. Образовавшаяся таким образом топка перекрыта сводом из огнеупорного кирпича. При этом свод опирается на реторты.
Реторта в цилиндрической части состоит из трех составных частей. Для образования пяты свода верхняя часть реторты снабжена утолщением, в котором имеются шесть впадин для закладки болтов, служащих для скрепления шамотной реторты с металлической насадкой.
При небольших размерах заводов, сооруженных с применением печей Пиккеринга, конструкция их не вызывала эксплоатационных затруднений.
С расширением же заводов до 52 и более печей задача изготовления фасонного шамота значительно осложняется.
Особенное затруднение для "Красного Керамика" представило изготовление фасона верхней части реторты. Вследствие неравномерной толщины стенки фасона, наличия конуса для образования пяты свода и углублений в верхней части закладки болтов, формовка реторты производится вручную. Сушка фасона при утолщенной капители происходит неравномерно и крайне медленно; приходится при сушке искусственно увлажнять быстрее высыхающую нижнюю часть фасона. Обжиг происходит также неравномерно, и значительная часть фасона выходит в брак. Наиболее слабым местом фасона является та часть его, которая находится непосредственно под капителью - общеизвестное явление и для чугунного литья при наличии утолщений.
Вследствие всего этого при ремонте печей Пиккеринга установленные новые реторты довольно быстро дают излом по слабому месту реторты. Появление этого излома в значительной степени объясняется тем обстоятельством, что реторты несут механическую нагрузку свода.
Затруднения в проведении ремонта печей Пиккеринга, проистекающие вследствие изложенных выше обстоятельств, побудили авторов заняться пересмотром основной конструкции печи Пиккеринга. Они пришли к выводу о необходимости разгрузить реторты от давления свода, одновременно уничтожив утолщение реторты в капители.
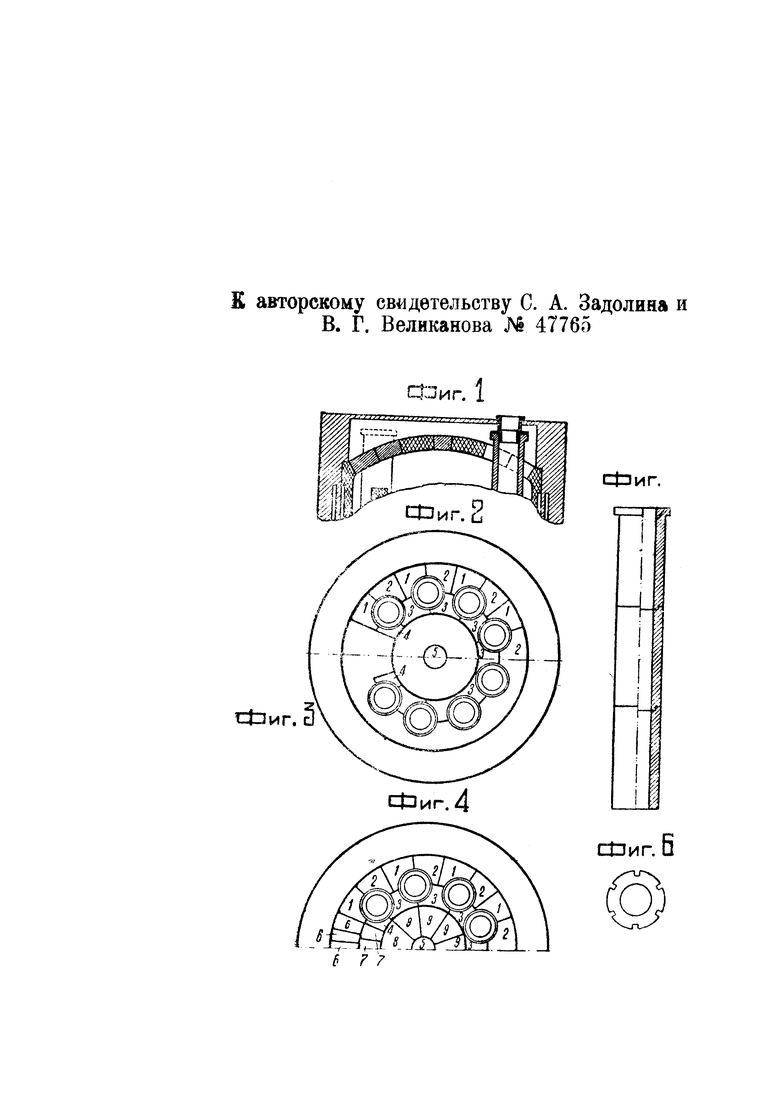
На чертеже, иллюстрирующем предложение, на фиг. 1 изображен осевой разрез новой конструкции свода печи; на фиг. 2, 3 и 4 вид сверху в различных вариантах выполнения и на фиг. 5 и 6 - реторта.
Предлагается реторту делать со стенками одинаковой толщины по всей высоте реторты (фиг. 5 и 6), оставляя вверху лишь небольшой буртик с просветами для закладки болтов, служащих для соединения шамотной реторты с металлической головкой реторты. Этот буртик оставляется с той целью, чтобы не изменять чугунного литья головки и использовать существующие металлические головки. Если изменить фасон металлической головки и применить другие способы соединения ее с фасоном, может отпасть надобность и в сохранении буртика, но эта деталь не является существенной, так как верхняя часть фасона расположена вне топки, и к качествам шамота, образующего буртик, никаких требований не предъявляется. Равномерная толщина стенки реторты дает следующие преимущества. В значительной степени облегчается изготовление фасона верхней части, каковое при формовке может быть переведено с ручного на машинный способ. Сушка и обжиг фасона значительно облегчаются, приравниваясь в этом отношении, как и в отношении формовки к фасону средней и нижней частей реторты. Механическая прочность фасона делается равномерной по всей высоте.
При изменении фасона верхней части одновременно изменяется и свод печи Пиккеринга. В существующей конструкции свод печи опирается на верхние части реторт, согласно настоящему авторскому свидетельству пята свода опирается на кладку печи, давление свода через кладку печи принимается обвязкой печи (фиг. 1). Между ретортой и сводом оставляется свободный зазор 1-2 см.
Возможны несколько вариантов устройства свода. Вариант 1 (фиг. 2) с применением шамотных камней 1, 2, 3, 4, 5. Остальная часть свода выкладывается из стандартного огнеупорного кирпича с притеской его или из лекального огнеупорного кирпича. Вариант II (фиг. 3) с применением фасонных шамотных камней 3, 4 и 6. Остальная часть выкладывается из стандартного или лекального огнеупорного кирпича. Вариант III (фиг. 4) с применением фасонных шамотных камней 1, 2, 3, 4, 5, 6, 7, 8, 9 или другого количества фасонных камней, более мелких.
При изменении конструкции свода имеются следующие преимущества. Аппаратура для технологического процесса - реторта освобождается от механических нагрузок, будучи разобщена от строительных конструкций, вследствие этого тепловые деформации реторты не передаются строительным конструкциям, удлиняется срок службы кладки печи, особенно свода. Для смены реторт в случае износа их нет надобности разбирать свод, новые реторты взамен износившихся можно устанавливать сквозь отверстия свода, что избавляет от необходимости при смене хотя бы одной реторты в печи разрушать совершенно не пострадавший свод, как это имеет место при существующей конструкции. Это обстоятельство должно дать значительную экономию огнеупора, идущего на монтаж свода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Футеровка ванны плавильной печи | 1991 |
|
SU1806322A3 |
| Устройство для моллирования и закалки листового стекла | 1978 |
|
SU737372A1 |
| Способ футеровки подины и откосов металлургических печей | 1980 |
|
SU932173A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ ТВЕРДОГО ТОПЛИВА | 1991 |
|
RU2039786C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ОГНЕУПОРНОЙ ФУТЕРОВКИ ПРОМЫШЛЕННЫХ ПЕЧЕЙ | 1999 |
|
RU2147359C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| СПОСОБ ОБЖИГА ИЛИ ПРОКАЛИВАНИЯ СФОРМОВАННОЙ УГЛЕРОДНОЙ МАССЫ И ЗАКЛАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭТОМ СПОСОБЕ | 1996 |
|
RU2172307C2 |
1. Видоизменение печи Пиккеринга для пиролиза нефти, отличающееся тем, что свод печи установлен не на ретортах, а на кладке ее.
2. Форма выполнения печи по п. 1, отличающаяся применением реторт равномерной толщины по всей высоте.
