1
Изобретение относится к области химии и найдет применение для расчета технико-экономических параметров технологических аппаратов химических производств.
Известен способ определения количества целевого компонента в потоке газообразного или жидкого продукта с переменным во времени расходом и химическим составом, при котором периодически производят отбор постоянных проб из потока И измеряют его расход. В отобранных пробах измеряют концентрацию целевого компонента, результаты измерений расхода и концентрации регистрируют и по истечении заданного интервала времени определяют количество целевого компонента как сумму частных произведений измеренных концентраций иа величины расходов продукта в моменты отбора проб.
Известный способ имеет невысокую точность ввиду того, что временной интервал между отдельными измерениями концентраций ключевого компонента очень продолжителен. Измерение концентрации осуществляется анализатором качества, например хроматографом, который является прибором периодического действия. Продолжительность цикла анализа одной пробы анализатором для определения концентрации ключевого компонен.та в потоке продукта со сложным составом может продолжаться 1-1,5 час и поэтому
при использовании одного анализатора минимальная величина временного интервала между соседними измерениями -концентрации анализатором имеет такую же продолжительность, как и цикл анализа одной пробы. Столь редкие измерения концентрации ключевого компонента в потоке вносят значительную погрешность в результаты определения его количества.
Целью изобретения является повышение точности определения количества целевого компонента в потоке газообразного или жидкого продукта.
Эта цель достигается тем, что в каждую
отбираемую пробу продукта добавляют инертный разбавитель в зависимости от расхода продукта при отборе пробы, из получаемой смеси отбирают постоянные пробы и накапливают их в течение заданного интервала
времени с последующим измерением в накопленной смеси концентрации целевого компонента, пропорциональной количеству этого компонента в потоке за заданный интервал времени.
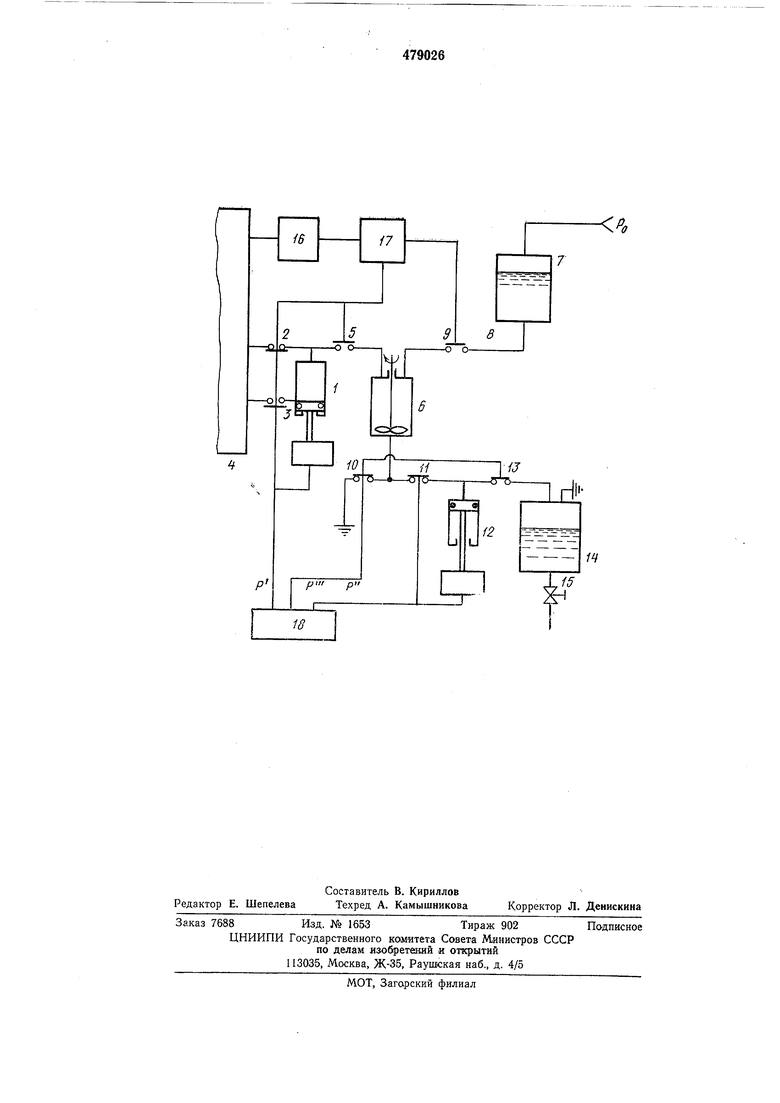
На чертеже приведена схема одного из возможных вариантов устройства, реализующего предлагаемый способ определения количества целевого компонента в потоке жидкости.
Рабочая полость дозатора 1 через клаланы 2 и 3 соединена с технологическим аппаратом 4, сменная или суточная выработка которого определяется по ключевому компоненту, а через клапан 5-со смесителем 6. Бачок 7, залолненный жидкостью - инерт.ным разбавителем, через дроссель 8 и клапан 9 также соединен со смесителем 6. Выход смесителя 6 через клапан 10 связан с линией сброса, а через клапан И - с рабочей полостью дозатора 12, которая через клапан 13 соединена с накопительной емкостью 14, связанной через вентиль 15 с линией сброса. Вход расходомера 16, непрерывно измеряющего расход потока продукта, подключен к технологическому аппарату 4, а выход - к входу делительного устройства 17. Выход делительного устройства 17 соединен с управляющей цепью клалана 9. Управляющие цепи клапанов 2, 3 и 5, привод дозатора 1 и делительное устройство 17 соединены с выходом Р командного устройства 18, клалан 11 и привод дозатора 12-с выходом Р, а клапаны 10--13 - с выходом Р . Бачок 7 соединен с источником газа с постоянным давлением РООпределение количества целевого компонента производится следующим образам. В исходном положении сигналы на выходах командного устройства 18 имеют нулевые значения (Р Р Р 0). Клапаны 2 и 3 открыты, а клапаны 5, 9, 10, И и 13 закрыты. Через рабочую полость дозатора 1 протекает жидкий продукт, вырабатываемый апнаратом 4. Наколительная емкость 14 опорожнена, а вентиль 15 закрыт. Цикл подготовки И ввода каждой пробы в наколительную емкость 14 состоит из двух последовательных этапов. Первый этап включает отбор постоянной пробы из потока продукта, вырабатываемого аппаратом 4, и добавление в пробу инертного разбавителя в количестве, обратно пропорциональном расходу продукта в момент отбора пробы. При формировании сигнала Р i на выходе командного устройства 18 происходит переключение клапанов 2, 3 и 5 и подача команд на включение привода дозатора 1 и делительного устройства 17. Дозатор 1 отключается от технологического аппарата 4 и подключается к смесителю б, куда будет вытеснена из дозатора 1 отдозированная проба продукта постоянного объема, концентрация целевого компонента С в которой равна текущей концентрации этого компонента в потоке. Количество целевого компонента g , поступившего из дозатора 1 Б смеситель 6, равно: А ,Г i Aio г где: Ki - постоянная величина. Одновременно на выходе делительного устройства 17 формируется единичный сигнал с продолжительностью, обратно пропорциональной текущему значению расхода продукта в потоке Q; . Этот сигнал откроет клалан 9, и из бачка 7 через дроссель 8 в смеситель 6 будет поступать инертный разбавитель, расход которого будет постоянным ввиду постоянства перепада давления на дроссель 8 и его проводимости. Время открытия клапана 9 равно продолжительности сигнала на выходе делительного устройства 17, вследствие чего количество инертного разбавителя G; , поступившего из бачка 7 в смеситель 6, будет пропорционально продолжительности сигнала па выходе делительного устройства 17, а следовательно, обратно пропорционально текущей величине расхода продукта в потоке Q; , т. е. 0,-,(2) где: Кг - постоянная величина. После перемешивания пробы продукта с инертным разбавителем концентрация целевого компонента С в смесителе 6 с учетом выражений (1) и (2) будет равна: С - K,C,Q, GI где: Кз - постоянная величина. Таким о;бразом, концентрация целевого компонента С в смесителе 6 прямо пропорциональна произведению текущих значений расхода потока продукта Q,- и концентрации целевого компонента С; в этом потоке. При исчезновении единичного сигнала Р с выхода командного устройства 18 клапаны 2, 3, и 5 возвращаются в исходное положение и рабочая полость дозатора 1 снова подключается к технологическому аппарату 4. Второй этап включает отбор постоянной нро,бы из омеси продукта и янертного разбавителя и перенос этой пробы в накапительную емкость 14. При подаче сигнала происходит включение привода дозатора 12 и открывание клапана И. Рабочая полость дозатора 12 заполняется смесью продукта и инертного разбавителя из смесителя 6. Далее, сигнал Р снимается (/- 0) и подается сигнал , при этом клапаны 10 и 13 откроются, а клапан 11 закроется. Смесь, оставшаяся в смесителе 6 после заполнения дозатора 12, сбрасывается в дренаж, а смесь из рабочей полости дозатора 12 полностью вытесняется в накопительную емкость 14. Количество ключевого комлонента g- , которое поступит в накопительную емкость 14 с учетом постоянства количества смеси G, вводимой дозатором 12, равно: g- K,C,Q. где: /(4 КзО - постоянная величина.
Соотношение (4) показывает, что количество целевого компонента gl , поступающее Б емкость 14 из дозатора 12, в одной порции пробы пропорционально произведению текущих зиаченпй расхода продукта Q; и концентрации целевого компонента С .
После снятия сигнала () клапаны 10 и 13 возвращаются в исходное положение и ЦИ1КЛ подготовки и ввода одной порции пробы в накооительную емкость 14 заканчивается.
Частота отбора проб из потока определяется эмпирически в зависимости от динамических свойств потока продукта, вырабатываемого технологическим аппаратом 4, и задается командным устройством 18. В течение заданного интервала времени (смена, сутки) в накопительную емкость 14 поступит Л нроб смеси из продукта и инертного разбавителя.
Средняя кощентрация ключевого компонента в накопительной емкости 14 равна:
g
(5)
Лг
S G
ИЛИ с учетом соотнощения (4)
с;р
(sS C,.Q,.
к,
,
постоянная величина. 1
Как следует из соотношения (6), средняя концентрация С целевого компонента в накопительной емкости 14 пропорциональна сумме частных произведений текущих значений, расхода потока продукта Q,- и концентрации целевого компонента С; в нем.
После истечепия заданного временного интервала производится анализ пробы из накопительной емкости 14. Значение концентрации целевого компонента С , полученной в результате анализа, пропорционально его количеству, т. е. выработке аппарата по ключевому компоненту за заданный интервал времени.
После отбора пробы на анализ смесь из накопительной емкости 14 через вентиль 15 сли1вается в дренаж.
Точность определения количества целевого компонента в предлагаемом способе не зависит от длительности анализа проб на анализаторе качества, поскольку анализ производится только один раз после истечения заданного интервала времени. Способ допускает высокую частоту отбора нроб и поэтому количество целевого комионеита может быть определено с высокой точностью.
Предмет изобретения
Способ определения количества целевого компонента в потоке газообразного или жидкого нродукта с переменным во временя расходом и химическим составом путем отбора постоянных проб .из потока и измерения его расхода, отличающийся тем, что, с целью повыщения точности определения, в каждую отбираемую пробу продукта добавляют
инертный разбавитель в зависимости от количества продукта в пробе, из получаемой смеси отбирают постоянные пробы и накапливают их в течение заданного интервала времени с последующим измерением в накопленной смеси концентрации целевого компонента, пропорциональной количеству этого компонента в потоке за заданный интервал времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фронтальный накопитель примесей для газового хроматографа | 1976 |
|
SU646250A1 |
| Устройство для дозирования жидкости | 1973 |
|
SU473059A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МИКРОПРИМЕСЕЙ В ГАЗЕ | 2004 |
|
RU2265205C1 |
| ГАЗОДИНАМИЧЕСКИЙ ИСПЫТАТЕЛЬНЫЙ СТЕНД | 2005 |
|
RU2284498C1 |
| Автоматизированная линия производства колбасных изделий | 1988 |
|
SU1664236A1 |
| Газовый хроматограф для анализа примесей | 1977 |
|
SU661329A1 |
| Способ очистки углеводородных природных газов от сероводорода | 2023 |
|
RU2807172C1 |
| Анализатор испаряемости жидкости | 1976 |
|
SU654901A1 |
| Устройство для дозирования микроколичеств газа | 1978 |
|
SU732674A1 |
| Устройство для автоматического управления процессом приготовления питательных солей | 1986 |
|
SU1482945A1 |