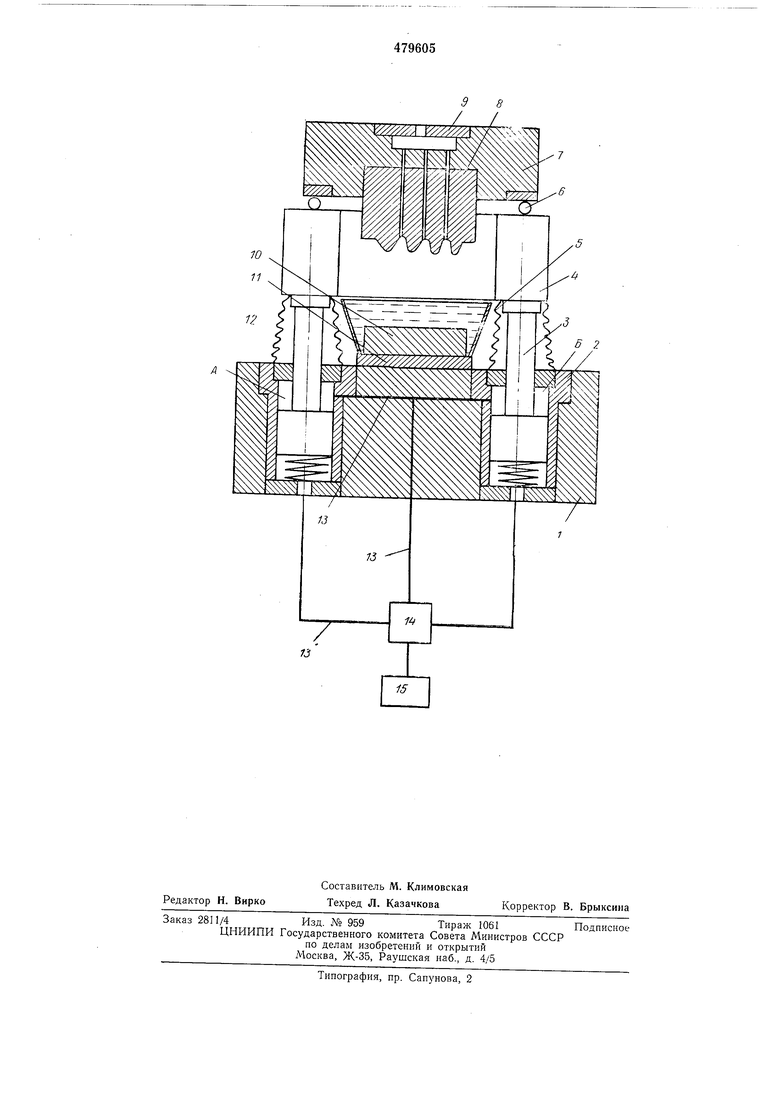
НИИ станка, и производят выверку ее положения. В случае необходимости для более точной выверки .можно установить донолнительные устройства. Перед установкой электрода-инструмента 8 электрододержатель 4 с наиравляющими колоннами 3 перемещается в верхнее крайнее положение за счет лодачи жидкости под нижние торцы колонн 3 по маслопроводам 13 от насосной станции 15 и фиксируется в этом положении. Корпус 7 с электродом-инструментом 8 и крышкой 9 устанавливают на шарики 6, расположенные па верхней поверхности электрододержателя 4. С ;помош,ыо специальных вспомогательных устройств или вручную электрод-инструмент 8 с корпусом 7 перемещается по щарикам 6 в горизонтальной плоскости в нужном наоравлении, что обеспечивает простоту выверки его положения относительно заготовки 10. После выверки элактродинструмент 8 закрепляется на электрододержателе 4. Располол-сение электрода-инструмента сверху электрододержателя 4 непосредственно над обрабатываемой заготовкой обеспечивает резкое снижение трудоемкости при наладке станка. По окончании выверки положений электрода-инструмента 8 и за1готав1ки 10 и их закрепления боковые поверхности ванны 12 собирают, обеспечивая герметичность стыков. Остальные операции подготовки ставка к работе выполняются известпьш способом, так, например, паправляЕОЩИе колонны 3 с электрододержателем 4 при работающей насосной станции 15 освобождаются из верхнего крайнего положения, и электрод-инструмент 8 перемещается к обрабатываемой заготовке 10. Остановив электрод-инструмент 8 на некотором расстоянии от поверхности заготовки 10, ванну 12 заполняют рабочей жидкостью, которая подается как непосредственно из магистрали, THiK и через отверстие в электроде-инструменте 8. Затем включается источник питания и автоматический регулятор подачи 14. Процесс электроэрозионной обработки. В процессе электроэрозионной обработки заготов1ки 10 жидкость от насосной станции 15 подается через автоматический регулятор подачи 14 по маслопроводам 13 в полости А и Б, обеспечивая перемещение электрода-инструмента 8 вместе с электрододержателем 4 и направляющими колоннами 3 в вертикальном направлении и поддерживая необходимый межэлектродный промежуток. По окончании процесса электроэрозионной обработки отключают источник питания, подачу рабочей жидкости, поднимают электродинструмент в крайнее верхнее положение и совершают все необходимые операции для подготовки станка к обработке следующей детали. Предмет изобретения Стапо.к для электроэрозионной обработки крупногабаритных деталей в ванне, неподвижно установленной на основании стайка, электродом-инструментом связанным с электрододержателем и перемещаемьш в направлении обработки с помощью гидроцилиндров элоктрогидравлического регулятора подачи, отличающийся тем, что, с целью повышения точности обработки и упрощения наладки станка, корпуса гидроцилиндров регулятора подачи размещены на основании станка симметрично относительно ванны, их щтоки жестко связаны с электрододержателем, и электрод-инструмент закреплен на верхнем торце последнего с возможностью установочного перемещения.
W
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для электроэрозионной обработки | 1979 |
|
SU931342A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| Электроэрозионный станок | 1974 |
|
SU498143A1 |
| Приспособление к электроэрозионному станку | 1978 |
|
SU856727A2 |
| КАМНЕОБРАБАТЫВАЮЩИЙ МНОГОДИСКОВЫЙ СТАНОК С ДВОЙНЫМ МОДУЛЕМ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК | 2007 |
|
RU2348522C1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |