Выше площадки noflBeujenbi бункер 13 с дозатором 14 для подачи эмали по рукаву 15 в ротор 8 и два бункера 16 с дозаторами 17 для подачи эмали по рукавам 18 в бортовые сита 9. Сетки 19 бортовых сит сделаны наклонными, чтобы обеспечить направление частиц эмали под углом к вертикали при поперечной горизонтальной вибрации для более равномерного опудривания наружных отогнутых краев бортов 20 ванны 6. В полу камеры предусмотрены провальные решетки 21 и бункеры 22 для сбора просыпи эмали.
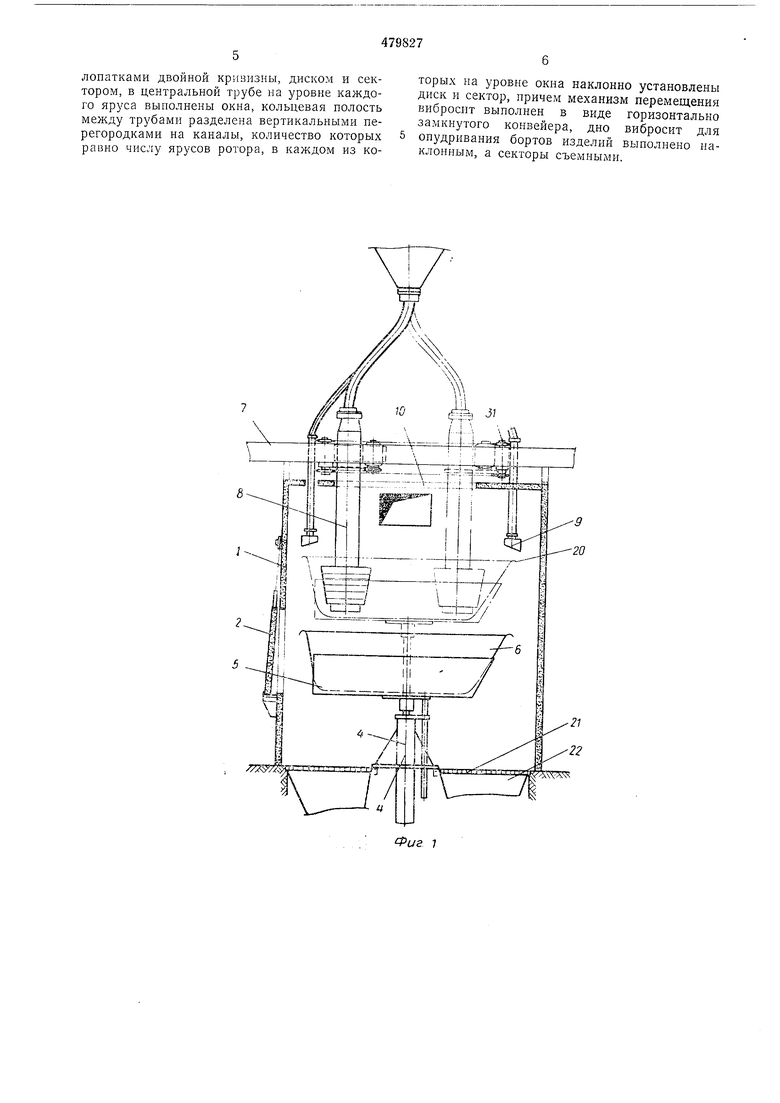
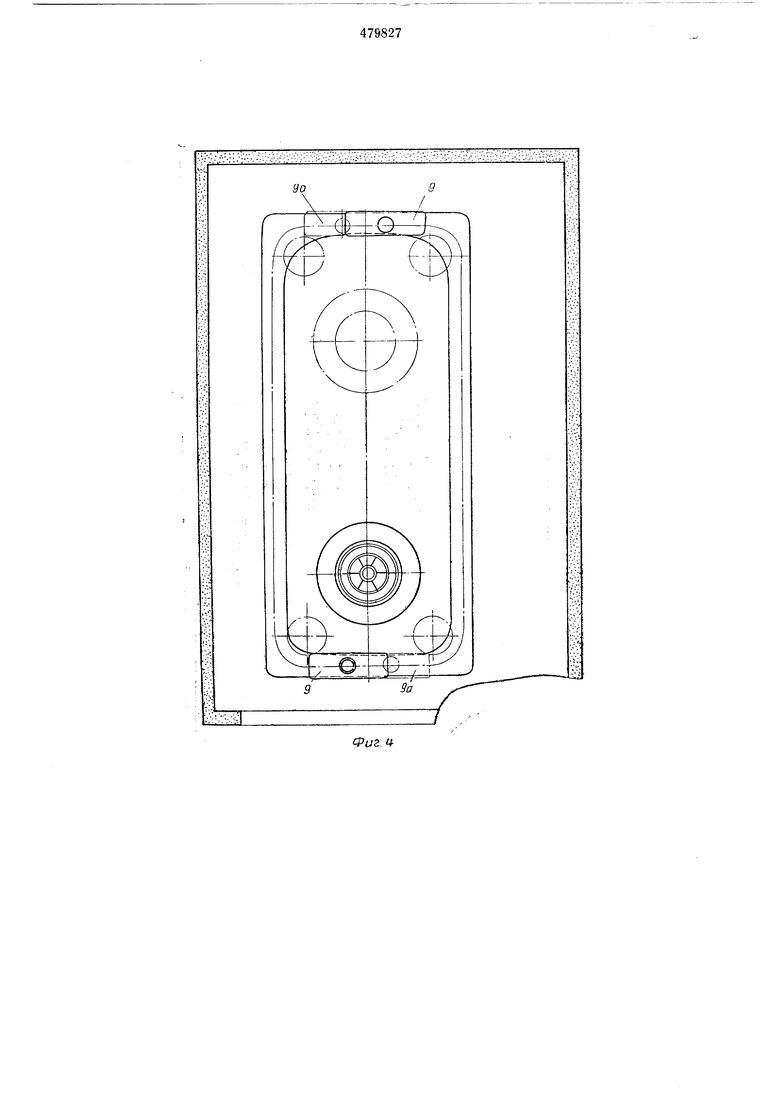
В плане сито 9 имеет форму прямоугольника, длина которого определяется удвоенной суммой внутреннего радиуса закругления борта плюс его шириной, а ширина несколько превышает ширину борта ваины. Крайние положения сит 9 показаны пунктиром и обозначены 9а. Благодаря своей длине сита перекрывают середину борта и опудривают его равномерно, в то время как трубы 12 не доходят до оси ванны, что позволяет оставить в конструкции потолки камеры / перемычки 23 между шелями 11, необходимые для связи с металлоконструкцией средней части 24. На этой металлоконструкции крепятся механизмы ротора и сит. А еханизм ротора 8 монтируется на плите 25. Электродвигатель 26 винтовым механизмом 27 соединен с плитой 25 и управляет возвратно-поступательными движениями ротора. Электродвигатель 28 через червячную передачу 29 приводит в движение приводной вал 30 с ведуш,ими звездочками 31 горизонтально замкнутого двухцепного конвейера, к цепям 32 которого прикреплены трубы 12. Цепи 32 огибают еще три пары напра1вляюши1Х звездочек 33 и такам образом образуется замкнутая прямоугольная трасса конвейера со скругленными углами, повторяющая форму борта ванны в илаие.
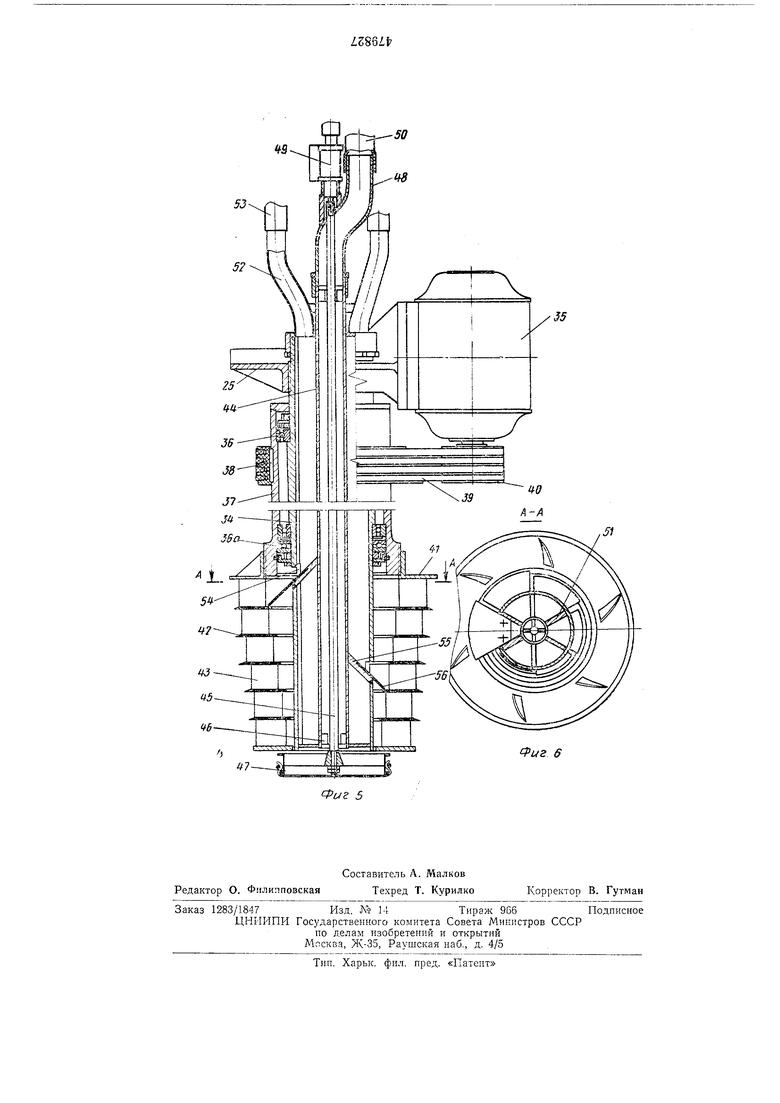
Ротор 8 состоит из невраш,ающейся центральной трубы 34, укрепленной иа плите 25, к которой крепится также двигатель 35. На трубу 34 на радиальных шарикоподшипниках 36 и упорном Зба монтируется вращающаяся труба 57 со шкивом 55 соединяемым ремнями 39 со шкивом 40 двигателя 35. К нижней части трубы 37 крепится собствеино ротор 4/, состоящий из набора ярусов 42, уменьшающегося книзу диаметра, соединенных между собой лопатками двойной кривизны 43. Труба 34 снабжена в центре дополнительной трубой 44, через которую проходит стержень 45, направляемый ребрами 46. -К стержню 45 прикреплено внизу круглое сито 47. В верхней части стержеиь 45 проходит через отвод 48 И присоединен к П|Не1ВМ01ВИ1братору 49. На отвод 48 надевается гибкий рукав 50, соединенный с дозатором эмали и бункером. Кольиевое пространство между трубами 34 и 44 делится вертикальными перегородками 51 иа каналы по количеству ярусов 42 ротора, слул ащие для подачи эмали и сиабженные в верхней части отводами 52 с насаженными на них рукавами 53. Каждый канал трубы 34
имеет окошко 54 выше уровня соответствующего яруса, наклонный диск 55 со съемным сектором 56, перекрывающим внутренний кольцевой вырез соответствующего яруса и
проходящим при сборке через кольцевой вырез вышерасположенного яруса. На фиг. 5 видны два противолежаших канала, остальные видиы иа фиг. 6. Такая конструкция ротора позволяет регулировать отдельно количество подаваемой эмали иа каждый ярус ротора.
Установка работает следующим образом. Ванна 6 в камеру / подается самостоятельным вилочным погрузчиком из печи обжига эмали (не показаны иа чертежах) при поднятой двери 2 в корыто 5. Затем вилы погрузчика убираются, дверь опускается и одновременно пневмоподъемник 4 поднимает корыто 5 с ванной 6 в верхнее положение. В
этом положении ротор 8 оказывается внутри ванны, а бортовые сита 9 - над бортами 20 ванны. Но окончании подъема включается вращеиие ротора 8, а также привод для возвратно-поступательного движения плиты 25
ротора. Одновременно включается привод конвейера с i6opTOBbiMH ситами 9, также совершающими (возвратнонпоступательные дйижения над бортами ванны, и вибратор дониого сита. В это же время включаются дозаторы эмалей 14, 17 и вибраторы бортовы,х сит. Все двигатели и пневматические приборы включаются от электрической системы автоматического управления, обеспечивающих выполнение заданных операций. По окончании
нанесения эмали останавливаются механизмы вращения ротора 8, движеиия ротора и сит 9, а также прекращается подача эмали и вибрации сит. Затем пневмоподъемник 4 с ванной опускается, одновременно поднимается
2j вводятся вилы иогрузчика, .ванна извлекается из камеры и подается в иечь обжига эмали. Затем цикл работы повторяется.
Нредмет изобретения
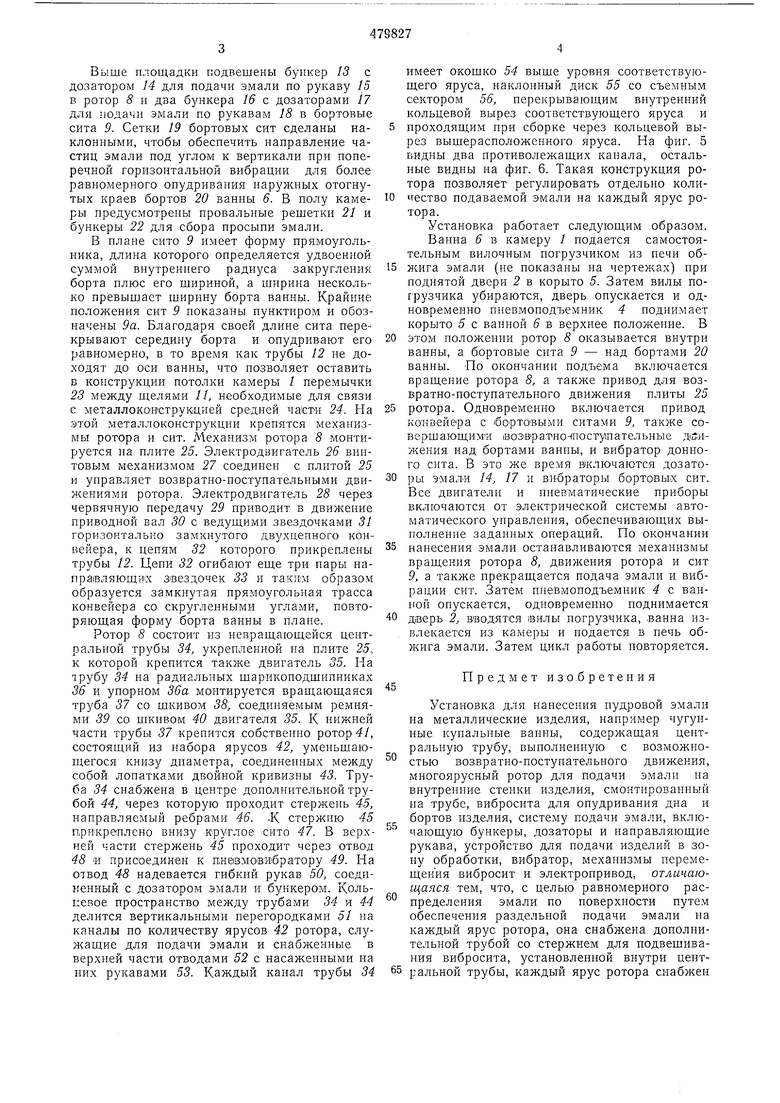
Установка для ианесения пудровой эмали на металлические изделия, например чугунные купальные ваииы, содержащая центральную трубу, выполненную с возможностью возвратно-поступательного движения, многоярусный ротор для иодачи эмали иа внутрениие стенки изделия, смонтироваиный на трубе, вибросита для опудриваиия дна и бортов изделия, систему подачи эмали, включающую бункеры, дозаторы и нанравляющие рукава, устройство для подачи изделий в зону обработки, вибратор, механизмы перемеще -шя вибросит и электропривод, отличающаяся тем, что, с целью равномерного распределения эмали по поверхности путем обеспечения раздельной подачи эмали на каждый ярус ротора, она снабжена доиолнитеоТьной трубой со стержнем для подвешивания вибросита, установленной внутри центральной трубы, каждый ярус ротора снабжен
лопатками двойной кривизны, диском и сектором, в центральной трубе на уровне каждого яруса выполнены окна, кольцевая полость между трубами разделена вертикальными перегородками на каналы, количество которых равно числу ярусов ротора, в каждом из которых на уровне окиа наклонно установлены диск и сектор, причем механизм перемещения вибросит выполнен в виде горизонтально замкнутого конвейера, дно вибросит для опудривания бортов изделий выполнено наклонным, а секторы съемными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для эмалирования ванн | 1980 |
|
SU926073A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Установка для нанесения торкрет-бетона | 1990 |
|
SU1756573A1 |
| ВИБРОСЕПАРАТОР ЗЕРНОВОЙ | 1971 |
|
SU424615A1 |
| Линия для эмалирования металлических изделий | 1984 |
|
SU1191488A1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Устройство для нанесения пудровой эмали | 1980 |
|
SU908949A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ | 1966 |
|
SU184675A1 |
| Установка для нанесения торкрет-бетона | 1990 |
|
SU1789710A1 |
| ВИБРОСИТО РЕЗОНАНСНОЕ | 2004 |
|
RU2288786C2 |

IG
cpi/z. 2
1 -ГГ77 I
-- 1-1-- -- LL 1 -- -lul-Фиг.з
90
S
Фиг 5
J5
51
иг S
