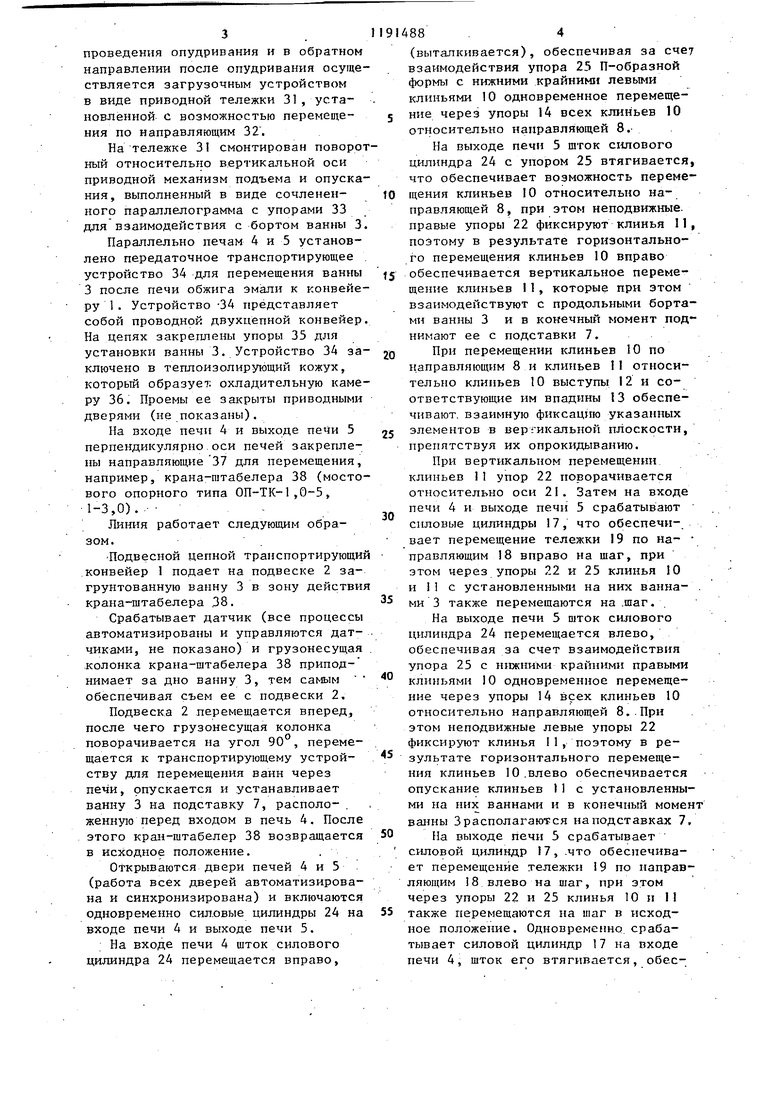
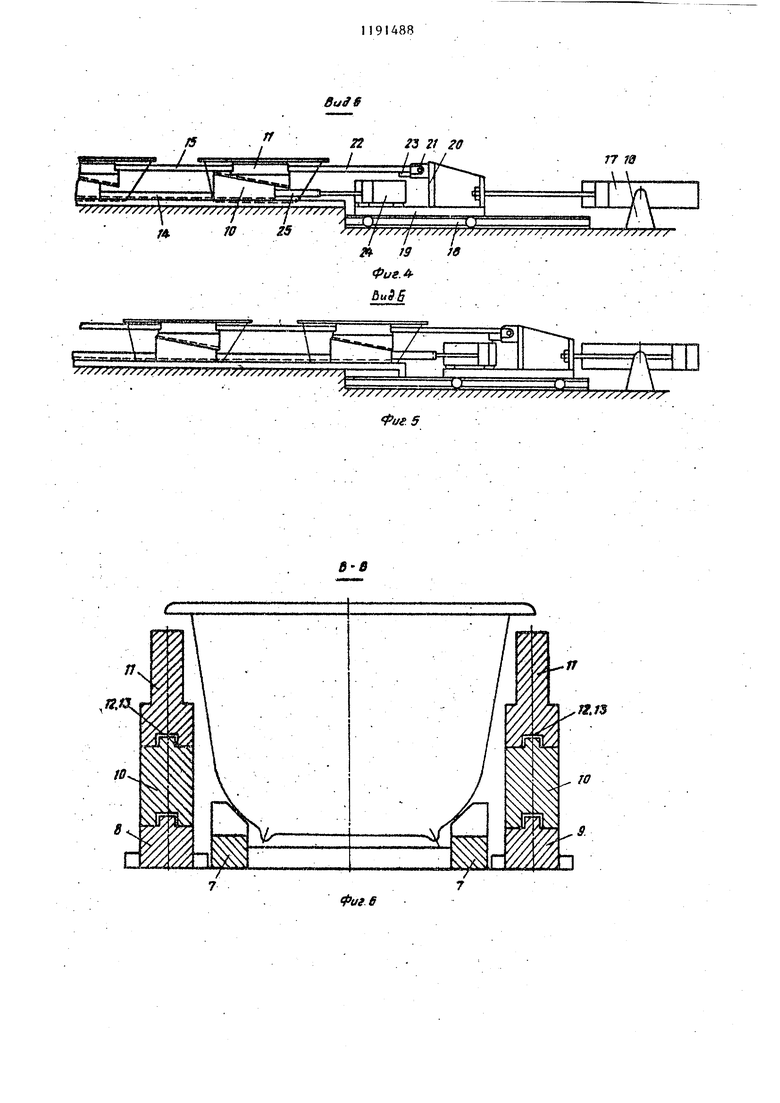
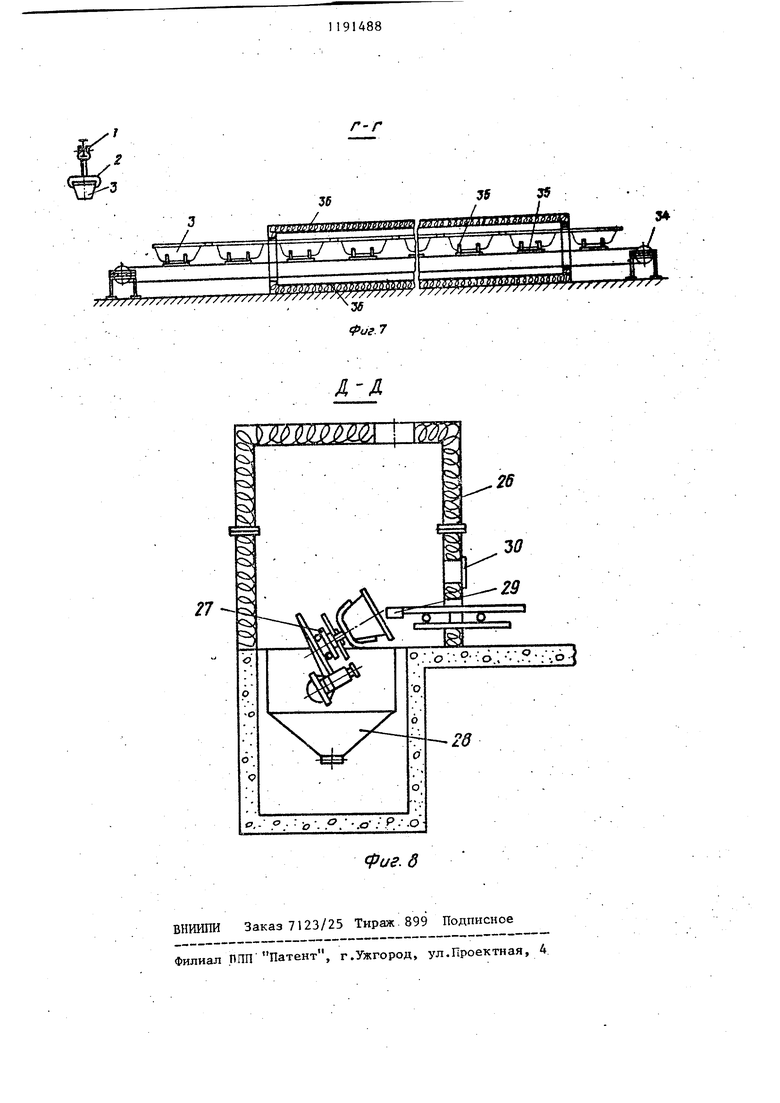
Изобрете гае относится к оборудованию для эмалирования металлических изделий и может быть использовано в санитарно-технической промышленности, например, для эмалирования купальных ванн. Целью изобретения является упрощ ние конструкции, повьшение надежности работы, сокращение производственных площадей. На фиг. 1 схематично изображена нредлагаемая линия, вид сверху; на фиг. .2 - вид А на фиг. 1 ; на фиг. 3 то же (элементы транспортирующей системы в момент подъема заготовок) на фиг, 4 - вид Б на фиг. 1; на фиг. 5 - то же (элементы транспорти рующей системы,в момент-подъема заготовок); на фиг. 6 - разрез В-В на фиг. 2; на фиг. 7 - разрез Г-Г на фиг... 1; на фиг. 8 - разрез Д-Д на фиг. 1 (механизм вращения в рабо чем положении). . Линия эмалирования состоит из п водного подвесного цепного транспортирующего конвейера 1 , на кото ром смонтированы подвескр 2, несущие за борта изделие (ванну) 3. Конвейер 1 служит для подачи ваниы 3 от участка грунтовки к лини эмалирования. Перпендикулярно конвейеру 1 соос но расположены печь 4 для обжига rpytiTa и печь 5 для обжига эмали. Печи 4 и 5 проходного типа, имеют аналогичную конструкцию, выполнены Из теплоизоляционного кирпича. Межд печами предусмотрена, промежуточная позиция G. Входные и выходные проемы печей 4 и 5 закрыты приводными подъемными дверями (не показаны), работа всех дверей синхронизирована. Длина печи зависит от времени технологических операций: время обжига грунта в 5 раз больше времени обжига эмали (10 и 2 мин), соответственно длиннее и печь обжига грунта. Па пр-актике обычно делают двухтрехразовое покрытие змалью. В этом случае устанавливается соответствующее количество печей с промежуточными позициями между пими. Подставки 7 для ванн 3 установле ны в печах 4 и 5 симметрично относи тельно их осей с заданным шагом, а также и на промежуточной позиции 6, перед входом в печь 4 и на выходе печи 5. С двух сторон относительно подставок 7 расположены составные . направляющие 8 и 9 для перемещения механизма вертикального подъема, выполненного в виде установленных с заданным Шагом сдвоенных клиньев 10 и М. На верхней плоскости направляющих 8 и 9 и нижних клиньев 10 выполнены выступы 12, а на нижней плоскости клиньев 10 и 11 - соответствующие им впадины 13. Все расположенные по одной линии клинья механизма вертикального подъема связаны между собой по|Средством упоров: нижние клинья упорами 14, верхние - упорами 15. На выходе печи 4 и выходе печи 5 на опоре 16 гаарнирно смонтирован силовой цилиндр 17, шток которого связан с установленной в направляющих I8 тележкой 9 с кронштейном 20. На кронштейне 20 шарнирно на осях 21 установлены с возможностью взаимодействия с верхними крайними кли-ньями 11 два упора 22, которые фиксируются в исходном положении ограничителями угла поворота 23, закрепленными на кронштейне 20. Дополнительно на тележке 19 закреплен силовой цилиндр 24, на ьтоке которого установлен упор 25.П-образной формы щгя взаимодействия с нижними крайними клиньями 10. Элементы транспортной системы для-подачи заготовок через печи: подставки 7, направляющие 8, клинья 10 и 11, упоры 14 и 15 изготовлены из. карборундовых огнеупоров. На промежуточной позиции 6 установлена камера 26 опудривания с механизмом 27 вращения и бункером 28 для сбора просыпи пудррвой эмали. В исходном положении механизм .враЩепия 27 занимает вертикальное положение, что обеспечивает установку ванны 3; в рабочем положении он наклонен под углом 45 и обеспечива-, ет вращение ванны в разных плоскостях.- ; . Камера 26 имеет проем для установки вибросита 29 и смотровое окно 30, через которое оператор наблюдает за про.цессом опудривания. Передача ванны 3 с транспортирую.щей системы для перемещения через печи на механизм 27 вращения для
проведения опудривания и в обратном направлении после опудривания осуществляется загрузочным устройством в виде приводной тележки 31, установленной с возможностью перемещения по направляющим 32.
На тележке 31 смонтирован поворо ный относительно вертикальной оси приводной механизм подъема и опускания, выполненный в виде сочлененного параллелограмма с упорами 33 для взаимодействия с бортом ванны 3
Параллельно печам 4 и 5 установлено передаточное транспортирующее устройство 34 для перемещения ванны 3 после печи обжига эмали к конвейеру 1 . Устройство 34 представляет собой проводной двухцепной конвейер На цепях закреплены упоры 35 для установки ванны 3. Устройство 34 заключено в теплоизолирующий кожух, которьтй образует охладительную камеру 36. Проемы ее закрыты приводными дверями (не показаны).
На входе печи 4 и выходе печи 5 перпендикулярно оси печей закреплены направляющие37 для перемещения, например, крана-гатабелера 38 (мостового опорного типа ОП-ТК-1,0-5, 1-3,0)..-Линия работает следующим образом.
Подвесной цепной транспортирующи конвейер 1 подает на подвеске 2 загрунтованную ванну 3 в зону действи крана-штабелера .38.
Срабатывает датчик (все процессы автоматизированы и управляются датчиками, не показано) и грузонесущая колонка крана-штабелера 38 приподнимает за дно ванну 3, тем самым обеспечивая съем ее с подвески 2.
Подвеска 2 перемещается вперед, после чего грузонесущая колонка поворачивается на угол , перемещается к транспортирующему устройству для перемещения ванн через печи, опускается и устанавливает ванну 3 на подставку 7, расположенную перед входом в печь 4. После этого Kpaii-штабелер 38 возвращается в исходное положение. .
Открываются двери печей 4 и 5 . (работа всех дверей автоматизирована и синхронизирована) и включаются одновременно сил.овые цилиндры 24 на входе печи 4 и выходе печи 5.
На входе печи 4 щток силового цилиндра 24 перемещается вправо.
1914884
(выталкивается), обеспечивая за счет взаимодействия упора 25 П-образной формы с нижними крайними левыми клиньями 10 одновременное перемещение через упоры 14 всех клиньев 10 относительно направляющей 8.На выходе печи 5 шток силового цилиндра 24 с упором 25 втягивается, что обеспечивает возможность переме 10 щения клиньев 10 относительно направляющей 8, при этом неподвижные. правые упоры 22 фиксируют клинья 11, поэтому в результате горизонтального перемещения клиньев 10 вправо t5 обеспечивается вертикальное перемещение клиньев I1, которые при этом взаимодействуют с продольными бортами ванны 3 ив конечный момент поднимают ее с подставки 7. 20 При перемещении клиньев 10 по цаправляющим 8 и клиньев 11 относительно клиньев 10 выступы 12 и соответствующие им впадины 13 обеспечивают. Взаимную фиксацию указанных
25 элементов в вергикальной плоскости, препятствуя их опрокидыванию.
При вертикальном перемещении клиньев 11 упор 22 поворачивается относительно оси 21. Затем на входе печи 4 и выходе печи 5 срабатывают спловые цилиндры 17, что обеспечи-, вает перемещение тележки I9 по направляющим 18 вправо на щаг, при этом через упоры 22 и 25 клинья 10 и II с установленными на них ванна- .
ми 3 также перемещаются на .щаг. . На выходе печи 5 шток силового цилиндра 24 перемещается влево, обеспечивая за счет взаимодействия упора 25 с нижними крайними правыми клиньями 10 одновременное перемещение через упоры 14 всех клиньев 10 относительно направляющей 8..При этом неподвижные левые упоры 22 фиксируют клинья 11, поэтому в ре зультате горизонтального перемещения клиньев 10.влево обеспечивается опускание клиньев I1 с установленными на них ваннами и в конечный момент 3располагаются на подставках 7,
0 На выходе печи 5 срабатывает силовой цилиндр 17, .что обеспечивает перемещение тележки 19 по направляющим 18 влево на шаг, при этом через упоры 22 и 25 клинья 10 и 11
5 также перемещаются на шаг в исходное положение. Одновременно срабатывает силовой цилиндр 17 на входе печи 4, щток его втягивается, обеспечивая перемещение тележки 19 влево, при перемещении ее упоры 22 и
25фиксируют положение клиньев 10 и М .
. По указанному принципу устройств для перемещения ванн через печи осуществляет их транспортировку на шаг При такой транспортировке очередная ванна поступает в печь 4, а крайняя в печи ванна выходит из нее и располагается на подставке 7.
Находящаяся на подставке 7 на промежуточной позиции 6 ванна 3 тележкой 31, которая движется по направляющим 32, передается в камеру
26опудривапия, где устанавливается на механизм 27 вращения.
Механизм 27 .обеспечивает наклон и вращение ванны 3, через вибросито 29 происходит ее опудривание; за процессом опудривания оператор наблюдает через смотровое окно 30, излишки пудровой эмали собираются в бункере 28, а загрязненный воздух отсасывается вытяжной вёнтиляциер.
После опудривания ванна 3 тележкой 31 возвращаетсяна подставку 7 на п)омежуточной позиции 6, и прн очередном перемещении на war ванна поступает в печь 5 обжига эмали, а находящаяся там крайняя ванна выходит из печи и устанавливается на подставку 7. .
Грузонесздцая колонка крана-штабелера 38 приподнимает за дно ванну 3 сподставки 7 и, перемещаясь по направляющим 8 и 9, транспортирует ванну к передаточному устройству 34 При опускании грузонесущей колонки краиа-штабелера. 38 ванна 3 устанавливается на упоры 35 двухцепного. конвейера, который транспортирует ее на позицию навешивания на конвейер 1 . При транспортировании ванны находятся внутри охладительной камеры 36, имеющей теплоизолирующий кожух.
На выходе из камеры 36 кран-штабелер 38 за дно приподнимает с упоров 35 ванну на высоту, превыщающуго уровень, на котором проходит подвеска 2 конвейера 1..
При подходе свободной подвески 2 грузонесущая колонка крана-щтабелера 38 опускается и ванна 3 переходит на подвеску 2, на которой транспортируется на склад готовой продукции.
Затем происходит онисанный процесс съема ванны 3 с конвейера 1 и передача ее на подставку 7 перед входом в печь 4. Цикл повторяется.
Предлагаемая линия по сравнению с известной имеет более простую конструкцию. Например, если в известной линии для перемещения ванн через печи выполнено сложное транспортное устройство в виде цевочного колеса диаметром 15 м с упорами для ванн, горизонтальными и вертикапьными поддерживающиь-ги роликами, то в предлагаемой линии используется простая конструкцияв виде лары клиньев. Кроме того, значительно упрощается конструкция печей, не требуется вынолнять их двухкамерными, устанавливать песочный затвор, упрощается конфигурация печи,, не требуется подвальное помещение и т.д.
Значительно повыщается надежность работы предлагаемой линии, так как все элементы транспортной системы для подачи заготовок через печи: подставки, направляющие, клинья, изготавливаются из карборундовых ггнеупоров, которые по сравнению с жаропрочными сталями имеют стойкость в 10 раз вьние. Это позволяет снизить стоимость эксплуатации. Предлагаемая линия позволяет
л
использовать 120 м производственных площадей, которые в известной линии находятся внутри кольца и практически не используются. Улучшается
пользование еще 80-100 м , которые в известной линии располагаются вдоль термоизолирующего кожуха.
В предлагаемой линии термоизоЛирующий кожух имеет длину в 1.- 3 раза больше, чем в известной, что позволяет более равномерно охлаждать эмаль, при этом соответственно уменьшаются и внутренние напряжения, т.е.. улучшается качество покрытия эмали.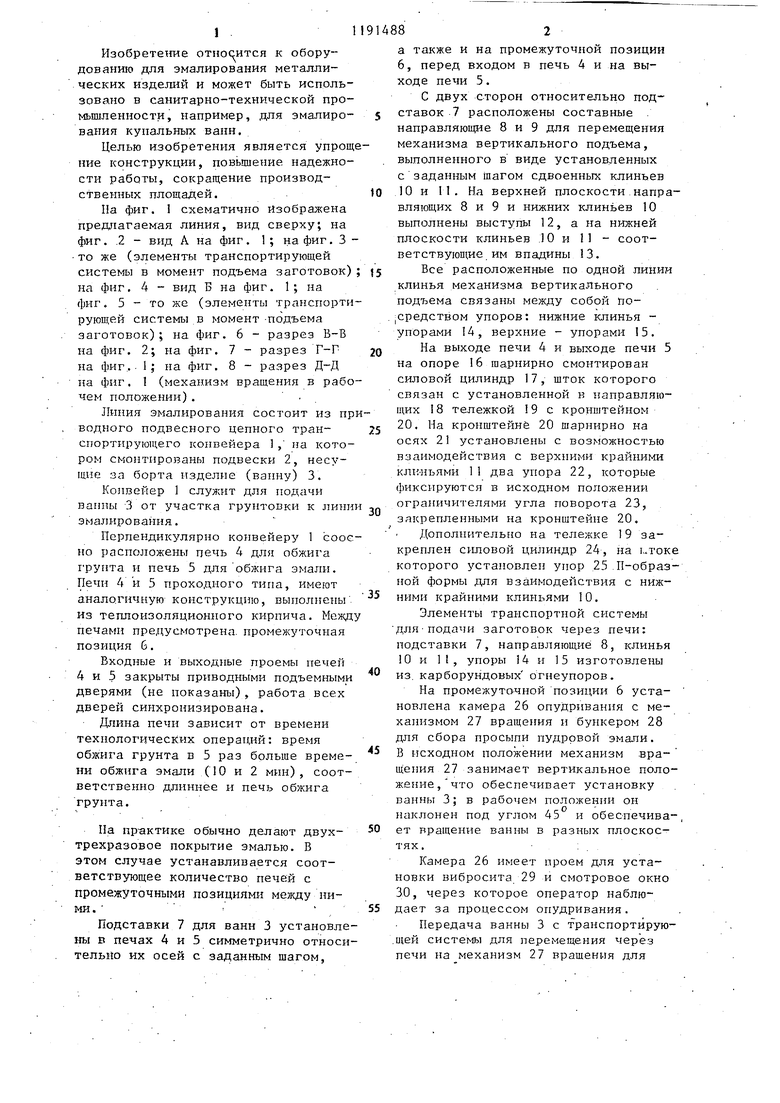
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Агрегат для поточного эмалирования труб | 1976 |
|
SU740864A1 |
| Установка для нанесения пудровой эмали на металлические изделия | 1972 |
|
SU479827A1 |
| Устройство для эмалирования ванн | 1980 |
|
SU926073A1 |
| Склад для хранения штучных грузов | 1986 |
|
SU1368232A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Склад для хранения штучных грузов | 1981 |
|
SU1030264A1 |
1. ЛИНИЯ ДЛЯ ЭМАЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, преимущественно ванн, содержащая транспорти-. рующий конвейер для подачи заготовки к линии, печи для обжига грунта и эмали, расположенные между печаьш устройства для последовательного нанесения эмали на заготовку, .транспортирующую систему для подачи заготовки через печи, снабженную передаточными устройствами и механи.змами съема и установки заготовки, о т л и ч а ю щ а я ,с я тем, -что, с цельюупрощения конструкции, повышения надежности работы и сокращения производственных площадей, транспортирующая система для подачи заготовки через печи выполнена в виде закрепленных с задан1-1ым шагом не:подвижных подставок, с двух сторон которых смонтированы направляющие для перемещения механизма вертикального подъема заготовки, выполненного в виде ряда сдвоенных клиньев, установленш тх с возможностью перемещения относительно друг друга, при этом верхние и нижние клинья связаны между собой, а в начале и в конце транспортирующей системы установлены приводные толкатели для взаимодействия с верхними и нижниь И клиньями. 2.Шлния по п. I, о т л и ч а ю щ а я с я тем, что приводной толi О) катель выполнен в виде силового Ци- линдра, шток которого связан с установленной в направляющих тележкой, снабженной упорами для взаимодействия с верхними клиньями механизма вертикального подъема, при этом на тележке смонтирован дополнительный цилиндр, на штоке которого закреплен упор для взаимодействия с нижними клиньями. 3.Линия по п. 1,отли-чаю; щ а я с я тем, что на верхних плоскостях направляющих и нижних клиньев выполнены выступы, а на нижних плос00 костях верхних и нижних клиньев - . с соответству1ощие им пазы. .4. Линия по п. 1 , о т л и ч а - . ю щ а я с я тем, что элементы транспортирующей системы для подачи заготовки через печи выполнены из карбидокремниевых огнеупоров.
Фчг.2 r/ u L, ..: r-;:;il / l J J, i -- дГ«Г1Ятапу inni4 aDarjayiapi|ffigigrj jji n ,.i V///V//Y//X/ /V/X/X/ ////Y//////X t /y /7777777 /// /Д/ /5n2Э zf го J
.J
/
/7
.«ад
8
Puff
| Система управления ковочным прессом | 1984 |
|
SU1202899A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
