1
Изобретение относится к области машиностроения.
Известны прижимные устройства, содержащие ввернутый в корпусную деталь винт и прижимную поворотную шайбу, свободно надетую на стержень винта между головкой и резьбовой частью и взаимодействуюш,ую с закрепляемой деталью.
Недостатком таких устройств является ручная ориентация поворотной шайбы под головкой болта.
С целью упрощения эксплуатации в предлагаемом устройстве шайба выполнена с радиусной тангенциальной лыской и ступенчатым профилированным срезом, в нижней ее части сопряженным с лыской по заданному радиусу.
Такое конструктивное выполнение прижимного устройства сокращает время монтажа соединяемых деталей, а также позволяет соединить детали в дистанционно управляемых конструкциях.
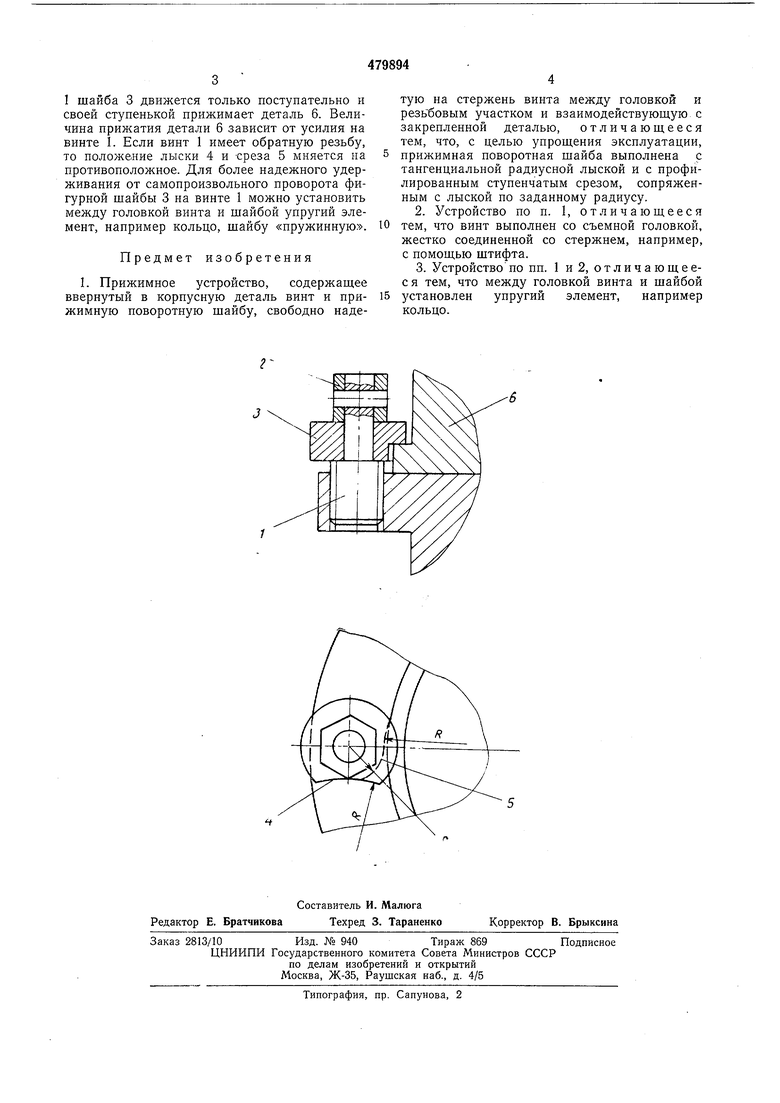
На чертеже изображено описываемое прижимное устройство.
Устройство состоит из винта 1 с головкой 2 и прижимной шайбы 3, установленной между торцом головки и резьбовой частью винта. Шайба 3 имеет радиусную тангенциальную лыску 4 и ступенчатый профилированный срез 5.
Радиус R лыски ступепчатого среза определяется в зависимости от диаметра бурта прижимаемой детали 6. Лыска 4 и срез 5 сопряжены между собой радиусом г.
Нрижимное устройство работает следующим образом.
Исходное положение - деталь 6 прижата винтом. В этом случае шайба 3 повернута по направлению завинчивания винта до упора ступенчатого среза 5 во фланец прижимной детали 6, и резьба винта через головку 2 и щайбу 3 зажимает деталь. Для разъединения деталей винт 1 поворачивают в сторону его отвинчивания.
В первый момент щайба 3, еще соприкасаясь с буртиком детали 6, удерживается от проворота с винтом 1 трением шайбы с деталью 6. Как только шайба 3 отрывается от детали 6, трение, удерживающее ее от проворота, исчезает, и она начинает поворачиваться вместе с винтом 1 и останавливается упором лыски 5 во фланец детали 6. Разъединение деталей закончено, и деталь 6 может быть демонтирована.
Поворачивают винт 1 за головку 2 в сторону завинчивания. Шайба 3, соприкасаясь только с винтом 1, в первый момент поворачиваясь вместе с ним, останавливается, когда ступенчатый срез 5 упирается во фланец детали 6. При дальнейшем завинчивании винта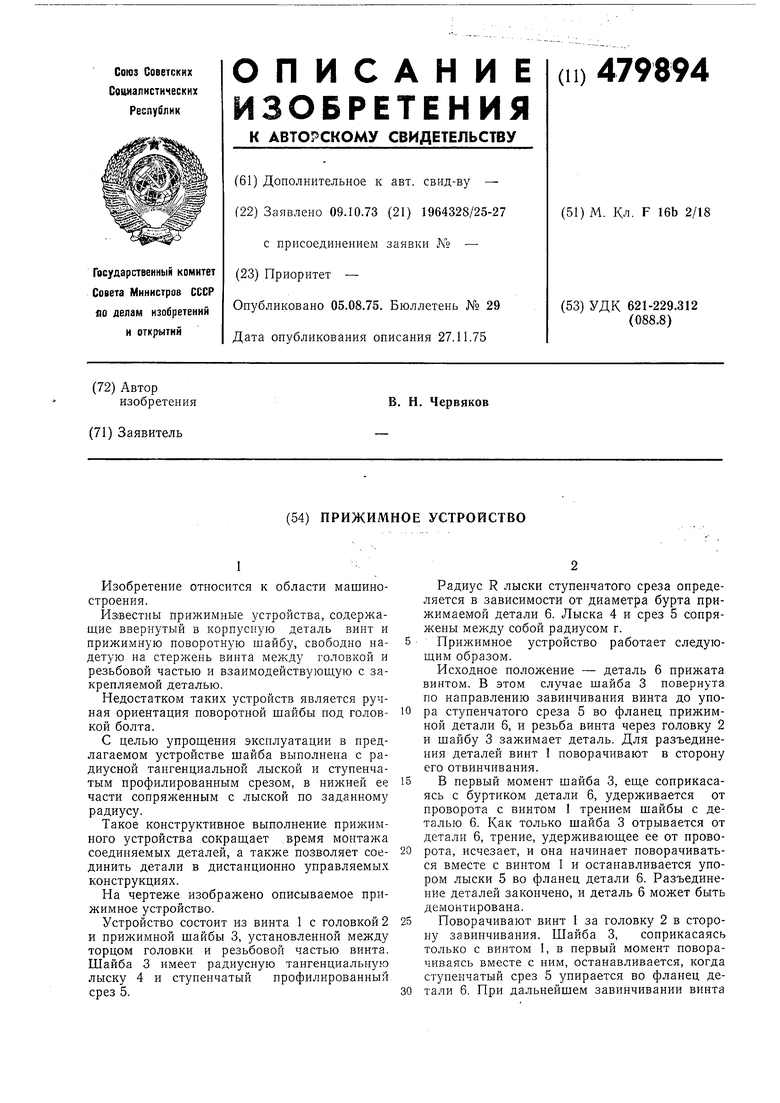
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения | 1979 |
|
SU812985A1 |
| Прихват | 1987 |
|
SU1502244A1 |
| НАСОС ДЛЯ ПЕРЕКАЧИВАНИЯ ЖИДКОСТИ | 1997 |
|
RU2133380C1 |
| Ножницы для обработки кромок изделий | 1982 |
|
SU1057207A1 |
| Заклепка | 1987 |
|
SU1490328A1 |
| Устройство для разъемного соединения листовых деталей | 1974 |
|
SU550492A1 |
| Стационарный винтоверт с двумя ступенями завинчивания | 1976 |
|
SU770775A1 |
| Универсальный прихват | 1983 |
|
SU1135589A2 |
| Заклепочное соединение | 1988 |
|
SU1532731A1 |
| Винт | 1979 |
|
SU838117A1 |
