(54) РАСТОЧНАЯ ОПРАВКА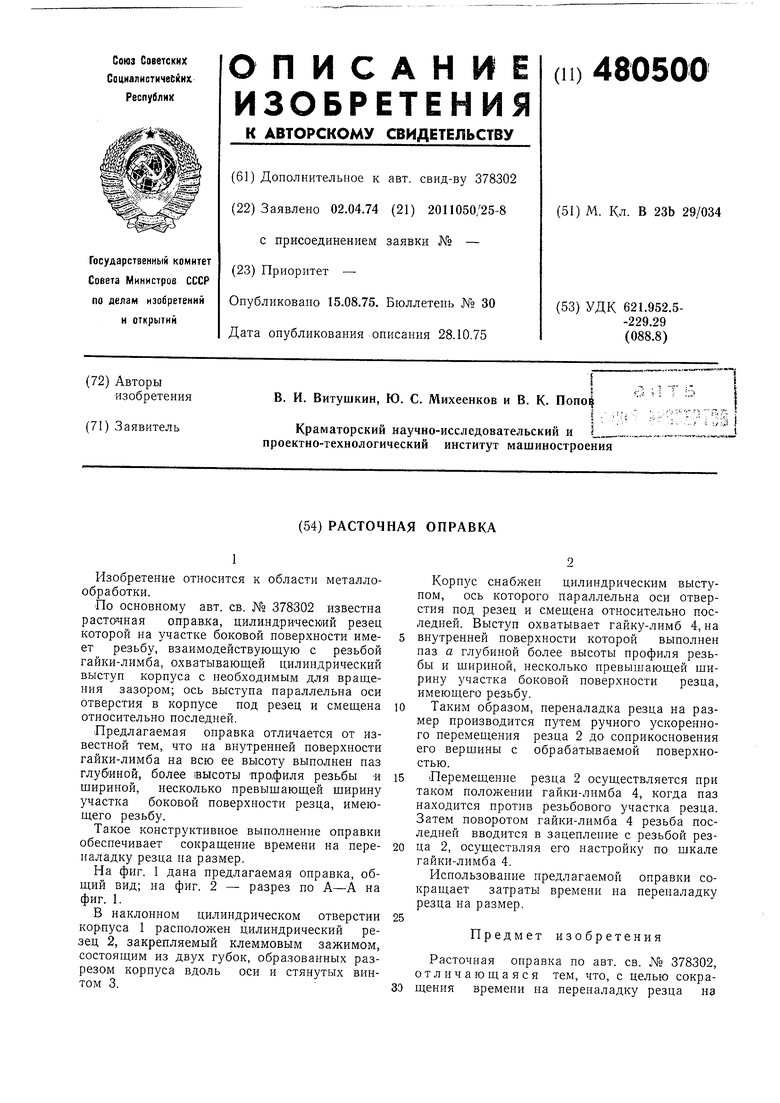
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ОПРАВКА | 1973 |
|
SU378302A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Расточная оправка с подналадкой резца | 1984 |
|
SU1220864A2 |
| Устройство для обработки отверстий | 1974 |
|
SU542588A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| РАСТОЧНАЯ ОПРАВКА | 1971 |
|
SU315506A1 |
| Расточная оправка | 1986 |
|
SU1414514A1 |
| Расточная оправка | 1976 |
|
SU715229A1 |
| Расточная оправка с подналадкой резца | 1980 |
|
SU904903A2 |
| РАСТОЧНАЯ ОПРАВКА | 1970 |
|
SU287502A1 |
Изобретение относится к области металлообработки.
По основному авт. св. № 378302 известна расточная олраака, цили.ндрическ1ий резец которой на участке боковой поверхности имеет резьбу, взаимодействующую с резьбой гайки-лимба, охватывающей цилиндрический выступ корпуса с необходимым для вращения зазором; ось выступа параллельна оси отверстия в корпусе под резец и смещена относительно последней.
Предлагаемая оправка отличается от известной тем, что иа внутренней поверхности гайки-лимба на всю ее высоту выполнен паз , более 1высоты профиля резьбы и щирииой, несколько превыщающей щирину участка боковой поверхности резца, имеющего резьбу.
Такое конструктивное выполнение оправки обеспечивает сокращение времени на переналадку резца иа размер.
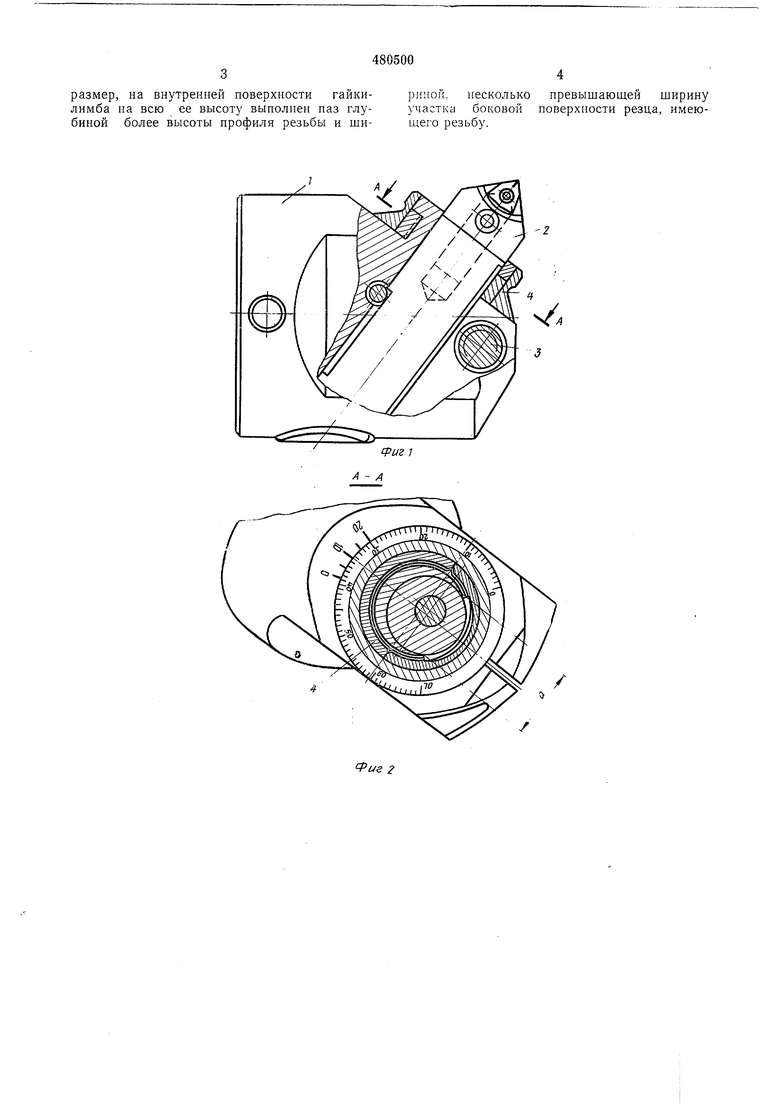
На фиг. 1 дана предлагаемая оправка, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
В наклонном цилиндрическом отверстии корлуса 1 расположен цилиндрический резец 2, закрепляемый клеммовым зажимом, состоящим из двух губок, обра.чованных разрезом корпуса вдоль оси и стянутых винтом 3.
Корпус снабжен цилиндрическим выступом, ось которого параллельна оси отверстия под резец и смещена относительно последней. Выступ охватывает гайку-лимб 4, на внутренней поверхности которой выполнен паз а глубиной более высоты профиля резьбы и щириной, несколько превышающей ширину участка боковой поверхности резца, имеющего резьбу.
Таким образом, переналадка резца на размер производится путем ручного ускоренного перемещения резца 2 до соприкосновения его верщины с обрабатываемой поверхностью.
Перемещение резца 2 осуществляется при таком положении гайки-лимба 4, когда паз находится против резьбового участка резца. Затем поворотом гайки-лимба 4 резьба последней вводится в зацепление с резьбой резца 2, осуществляя его иастройку по шкале гайки-лимба 4.
Использование предлагаемой оправки сокращает затраты времени на переналадку резца на размер.
Предмет изобретения
Расточная оправка по авт. св. № 378302,
отличающаяся тем, что, с целью сокра30 щения времени иа переналадку резца на
