Изобретение относится к металлообработке и предназначено для точной обработки отверстий преимущественно на алмазно-расточных станках.
Цель изобретения - повьшение точ- ности обработки за счет повышения точности подналадки резца по сравнению с изобретением по основному авт.св. № 904903.
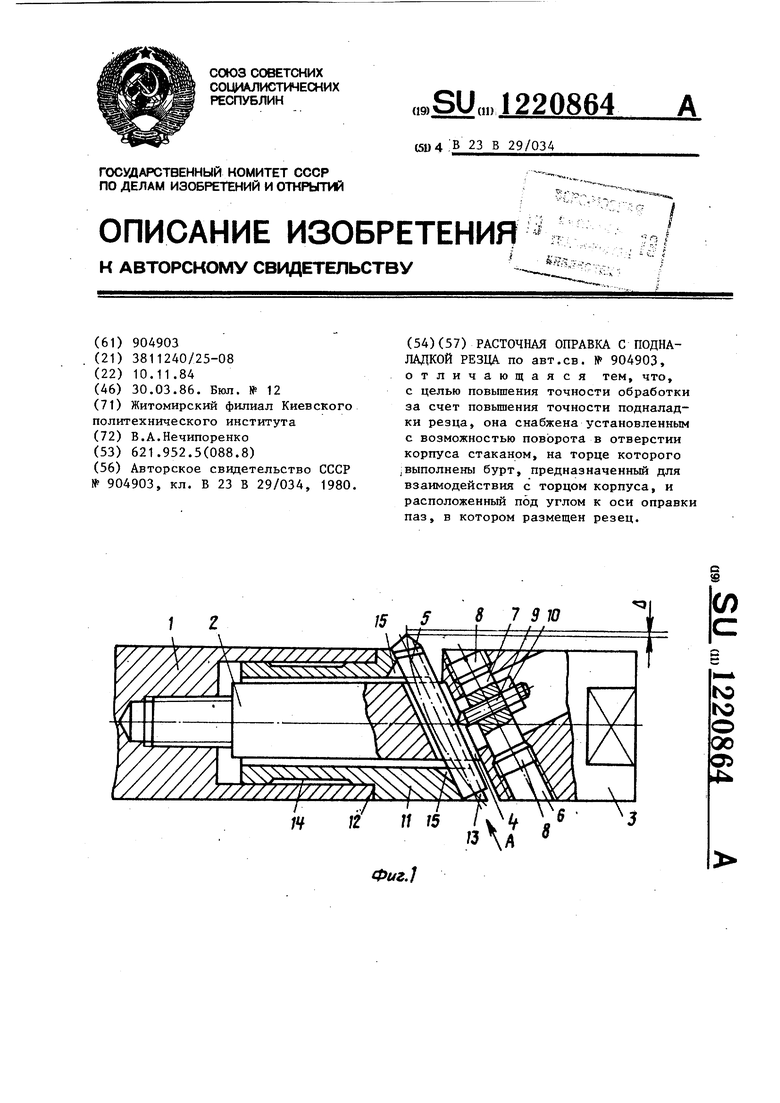
На фиг. 1 изображена расточная оправка с подналадкой резца, общий вид; на фиг. 2 - вид А на фиг. 1.
В корпусе 1 оправки выполнено ступенчатое осевое отверстие, меньшая ступень которого снабжена резьбой под специальный болт 2 с головкой 3. В головке 3 выполнено наклонное к оси болта 2 отверстие 4, в котором установлен резец 5.
Параллельно оси отверстия 4 в го- jioBKe 3 болта 2 выполнено отверстие 6 в котором установлена ось 7 с возможностью осевого перемещения посредством регулировочных винтов 8, несущая расположенньй перпендикулярно ее : оси винт 9, законтренный гайкой 10. Оправка снабжена установленным с возможностью поворота в отверстии корпуса 1 стаканом 11, контактирующим с цилиндрической поверхностью упомяну- того отверстия. На торце стакана 11 выполнены бурт 12, предназначенный для взаимодействия с торцом корпуса 1 и расположенньй под углом к оси оправки паз 13, в котором размещен резец 5
Для лучшего базирования стакана 11 в корпусе 1 расточной оправки на
его наружной цилиндрической поверхности выполнен поясок 14. Для увеличения дуги прогиба резца 5 с целью расширения возможностей поднададки против паза 13 на всю его щирину выполнены выборки 15 в сторону внутренней поверхности стакана 11.
Расточная оправка работает следующим образом.
Согласно предварительно выполненным расчетам силы резания и характера перемещения вершины резца 5 для данной обрабатываемой детали определяют точку приложения и величину прижатия резца 5 к стакану 11, а стакана 11 к корпусу 1 оправки. Затем регулировочными винтами 8 устанавливают положение оси 7, а следовательно, и вершины винта 9, законтренного гайкой 10.
При затуплении резца 5 увеличенная сила резания проворачивает его вместе со стаканом 11 вокруг оси оправки. При этом резец дополнительно затягивает головку 3 болта 2, а винт 9 воздействует на резец 5, изгибая его. Резец 5 установлен в пазу 13 стакана 11, поэтому резец 5 и стакан 11 в процессе подналадки проворачиваются как одно целое.
Вершина резца 5 вследствие наклона его к оси оправки получает перемещение на величину Л . Подналадка происходит до тех пор пока напряжение деформации резца 5 не уравновесит изменившуюся силу резания.
Buff А
ВНИИПИ Заказ 1525/15 Тираж 1001 Подписное Филиал ППП Патент, jTj Ужгррод, ул. Проектная, 4
Фиг. 2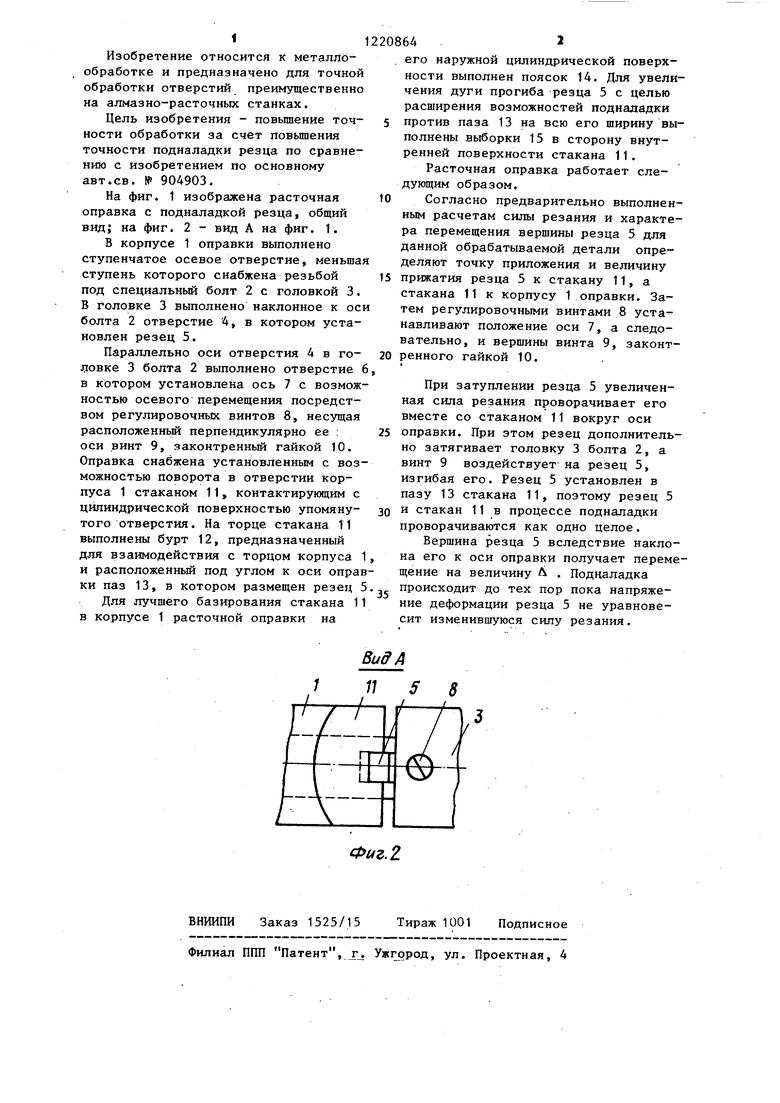
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка с подналадкой резца | 1980 |
|
SU904903A2 |
| ФШШ | 1973 |
|
SU384628A1 |
| Расточная оправка | 1973 |
|
SU471185A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| Расточная оправка | 1983 |
|
SU1133041A1 |
| Расточная оправка | 1983 |
|
SU1189589A1 |
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| Расточная оправка | 1978 |
|
SU732079A2 |
| Расточная оправка с подналадкой резца | 1980 |
|
SU904903A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
