Изобретение относится к обработке металлов резанием и может быть использовано при растачивании отверстий.
Цель изобретения - расширение тех нологическттх ноэможностей оправки и сокращение времени на переналадку за счет переналадки на обработку отверстий различного диаметра и использования для обработки материалов, образующих сливную стружку
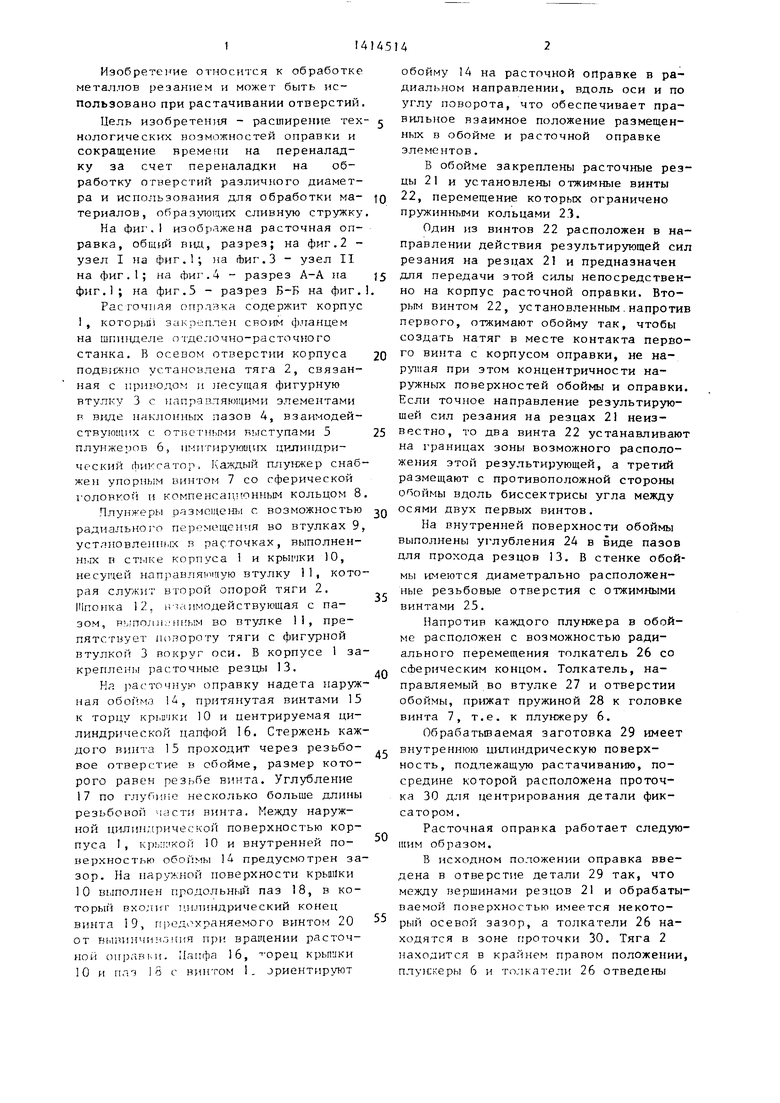
На фиг . 1 изображена расточная оправка, общий вид, разрез; на фиг.2 - узел I на фиг.1; на Фиг.З - узел II на фиг.1; на фиг.4 - разрез А-А на фиг.1; на фиг.5 - разрез Б-Б на фиг.
Расточная опра;вка содержит корпус , которьп за11:реплен своим фланцем на шпи1щеле отделочно-расточного станка. В осевом отверстии корпуса ПОДВ1РКНО установлена тяга 2, связанная с приводом II несущая фигурную втулку 3 с направляющими элементами р Bj-ще наклонных пазов 4, взаимодействующих с отвс ги)1т-1и выступами 5 плунжеров 6, имитируюиигх цилиндрический фиксатор. Каждый плунжер снабжен упорным винтом 7 со сферической головкой и компенсац юнным кольцом 8
Плунжеры размещены с возможностью радиального перемещения во втулках 9, уст, иовле1и1,к в ра(7/гочках, выполненных в стыке корпуса 1 и крьнчки 10, несущей направля1111яую втулку 11, которая СЛУЖ1ГГ второй опорой тяги 2. Шпонка 12, н таимодействующая с пазом, вьшо/.11;пи ым во втулке 1 I , препятствует повороту тяги с фигурной втулкой 3 вокруг оси. В корпусе 1 закреплены расточные резцы 13.
На шсточную оправку надета наружная обойма 14, притянутая винтами 15 к торцу крьпчки 10 и центрируемая цилиндрической цапфой 16. Стержень каждого винта 15 проходит через резьбовое отверстие в обойме, размер которого равен резьбе винта. Углубление 17 по глуГи 1 е несколько больше длины резьбовой части винта. Между наружной цилиндрической поверхностью корпуса 1, крь:1;1кой 10 и внутренней поверхностью обоймы 14 предусмотрен зазор. На наружной поверхности крьанки 10 вЕ.шолнен продольный паз 18, в который вхолиг цилиндрический конец винта 19, )сд храняемого винтом 20 от вывинчи М1П Я при вращении расточной оправ . Цапфа 16, орец крыглки 10 и па-э 18 с винтом 1. ориентируют
o
5
0
5
0
5
0
5
0
5
обойму 14 на расточной оправке в радиальном направлении, вдоль оси и по углу поворота, что обеспечивает правильное взаимное положение размещенных в обойме и расточной оправке злементов.
В обойме закреплены расточные резцы 2 1 и установлены отжимные винты 22, перемещение которых ограничено пружинными кольцами 23.
Один из винтов 22 расположен в направлении действия результирующей сил резания на резцах 21 и предназначен для передачи этой силы непосредственно на корпус расточной оправки. Вто- рьи винтом 22, установленным.напротив первого, отжимают обойму так, чтобы создать натяг в месте контакта первого винта с корпусом оправки, не нарушая при этом концентричности наружных поверхностей обоймы и оправки. Если точное направление результирующей сил резания на резцах 21 неизвестно, то два винта 22 устанавливают на границах зоны возможного расположения этой результирующей, а третий размещают с противоположной стороны обоймы вдоль биссектрисы угла между осями двух первых винтов.
На внутренней поверхности обоймы выполнены углубления 24 в виде пазов для прохода резцов 13. В стенке обоймы имеются диаметрально расположенные резьбовые отверстия с отжимными винтами 25.
Напротив каждого плунжера в обойме расположен с возможностью радиального перемещения толкатель 26 со сферическим концом. Толкатель, направляемый во втулке 27 и отверстии обоймы, прижат пружиной 28 к головке винта 7, т.е. к плунжеру 6.
Обрабатьшаемая заготовка 29 имеет внутреннюю цилиндрическую поверхность, подлежащую растачиванкпо, посредине которой расположена проточка 30 для центрирования детали фиксатором.
Расточная оправка работает следующим образом.
В исходном положении оправка введена в отверстие детали 29 так, что между вершинами резцов 21 и обрабатываемой поверхностью имеется некоторый осевой зазор, а толкатели 26 находятся в зоне проточки 30. Тяга 2 находится в крайнем правом положении, плу1скеры 6 и то:1катели 26 отведены
5
3141451
оси оправки (концы толкателей брабатываемой поверхности).
Для базирования детали тяга 2 с омощью привода перемещается в крайее левое положение, в результате чего плунжеры с толкателями выдвигаются т оси опразки к периферии. При этом лунжеры занимают такое положение, при котором сферические концы винтов ю 7 лежат на окружности с центром на оси оправки (обеспечивается предварительной подгонкой компенсационных колец 8). В силу того, что все толкатели 26 имеют одинаковую длину, их 15 наружные концы также лежат на окружности с тем же центром. В результате толкатели базируют деталь 29 по поверхности проточки 30, после чего деталь закрепляется в приспособлении 20 станка по торцам.
Затем тяга 2 перемещается вправо, плунжеры и прижимаемые к ним пружинами толкатели возвращаются в исходное положение. Включаются вращение щпин- 25 еля и подача, отверстие детали растачивается резцами 21.
Для переналадки расточной оправки на обработку отверстия меньшего диаметра снимают обойму, для чего преж- зО де всего тягу 2 устанавливают в исходное (крайнее правое) положение. Плунжеры отводятся к оси оправки, сферические головки винтов 7 оказываются ниже наружной поверхности
пуса 1. Пружины 28 прижимают толкатели 26 к внутренним торцам отверстий под втулки 27 в обойме. При этом нижний торрц каждого толкателя расположен выше внутренней поверхности обоймы.
Затем следует освободить винты 22 (пружинные кольца 23 не позволят им выпасть), вывинтить из крышки 10 винты 15 (конструкция обоймы не погаволит им выпасть из отверстий), отжимными винтами 25 стянуть обойму с центри- - пощей цапфы 16.
Поскольку резцы 13, закрепленные JQ в корпусе расточной оправки, выставлены на размер обработки, а винты 7 плунжеров отрегулированы на диаметр центрирования, переналадка оправки на этом заканчивается.
40
45
5 0
5
О
э
Q
0
5
Если заготовка 29 короче заготовки, растачиваемой резцами 13, то обойма выполняется короче изображенной на фиг. 1 и без пазов 2Д.
Данное исполнение расточной оправки применяют, когда резцами 13 обрабатывают заготовки из материалов, образующих сливную стружку, нарушающую поверхностный слой корпуса оправки. Если же резцами 13 обрабатывают заготовки из цветных сплавов ипи из черных металлов с сьшучей стружкой, то обойму 14 центрируют не цапфой 16, а поясками, выполненными в этом случае на корпусе 1 и крышке 10. При этом отпадает необходимость в отжимных винтах 22.
Формула изобретения
1.Расточная оправка, содержащая корпус с резцом, плунжерами и фиксаторами, предназначенными для взаимодействия с поверхностью отверстия заготовки, и привод перемещения плунжеров, о тличающаяся тем, что, с целью расширения технологических возможностей путем переналадки оправки на обработку отверстий различного диаметра, расточная оправка снабжена по меньшей мере одной наружной обоймой с резцом и установленными в радиальных отверстиях, которые выполнены в обойме, подпружиненньми толкателями равной длины, предназиа- ченшлми для взаимодействия одним концом с плунжером, а другим - с поверхностью обрабатьшаемой заготовки.
2.Оправка поп.1, отличающаяся тем, что, с целью сокращения времени на переналадку,на внутренней поверхности обоймы выполнен продольньй паз, предназначенный для прохода резца, установленного в корпусе .
3.Оправка поп.1, отлича ю- щ а я с я тем, что, с целью расширения технологических возможностей путем использования оправки для обработки материалов, образующих сливную стружку, обойма установлена на корпусе с зазором и снабжена отжимными винтами, предназначенными для взаимодействия с корпусом.
.:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки некруглых профилей | 1985 |
|
SU1315143A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Расточное устройство с механизмом подналадки резца | 1987 |
|
SU1468671A1 |
| Расточная оправка | 1989 |
|
SU1696157A1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |


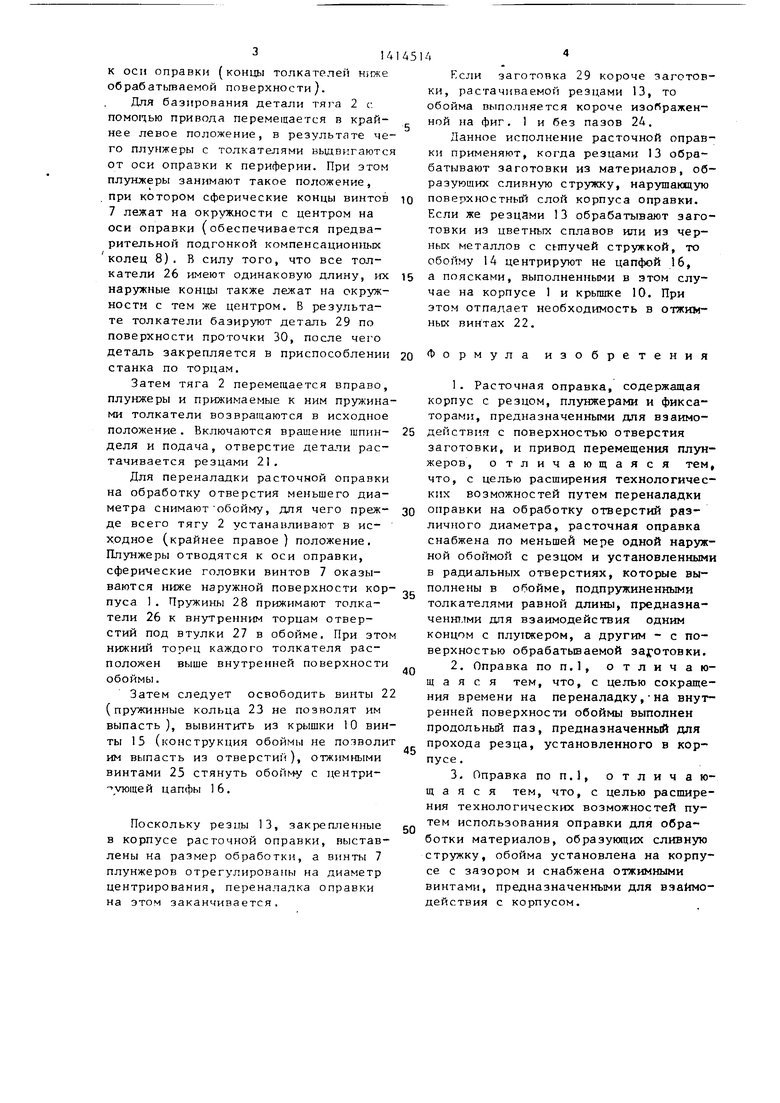
Изобретение относится к области обработки металлов резанием и может быть использовано при растачивании отверстий. Целью изобретения является расширение технологических возможностей оправки и сокращение времени на переналадку за счет переналадки на обработку отверстий различного диаметра и использования для обработки материалов, образующих сливную стружку. На корпусе I установлена наружная обойма 14 с резцом 21. В отверстиях обоймы 14 установлены толкатели 26 равной длины, одним концом взаимодействующие с плунжером, а дру- г им - с поверхностью заготовки 29, Под действием тяги 2 плунжеры 6 перемещаются в рг диальном направлении, а толкатели 26 фиксируют заготовку в заданном положении. Для переналадки оправки снимают наружную обойму 14, при этом резец 13 проходит по углублению 24 и, будучи настроенным на размер обработки, готов к работе. 2 з.п. ф-лы, 5 ип, ft l /« (Л 4 СП 20 2S 30
Риг. 2
Фиг.
17 иг.З
/J
2
21
21
faz. 5
| Резцовая головка для расточки и подрезки | 1979 |
|
SU880636A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
