Во многих отраслях промышленности имеет место применение металлических тонкостенных (0.07-10,25 жж) трубок, диаметром от 5 мм до 20 мм, изготовленных не сплошными, а путем навивки их из металлической ленты. Получение таких трубок для аккумуляторов типа Эдисона является безусловно необходимым, так как трубки должны иметь перфорацию, чего нельзя достигнуть иным путем, как изготовляя их из заранее перфарЪванной ленты. В других случаях, особенно для изготовления радиаторов, трубки, навитые из металлической ленты, могут преимущество как в смысле значительной дешевизны, так и в смысле разгрузки трубопрокатного оборудования обычного типа.
Продукцией станка по настоящему изобретению являются точные по внутреннему размеру трубочки из железной или медной ленты, могущие выдержать большое внутреннее давление, не раскрываясь в замке и не изменяя своего диаметра.
Изготовление требуемых трубочек на существующих станках сложно, не дает нужного эффекта, так как имеется возможность зафальцовать только прямой шов, который даже при незначительных внутренних давлениях раскрывается. Кроме того, самый процесс требует нескольких операций и допускает изготовление
трубок или цилиндров только определенной длины.
Станок для изготовления трубок по настоящему изобретению изготовляет трубку со спиральным швом (фальцем) любой длины, причем трубки имеют большую прочность и точные внутренние размеры.
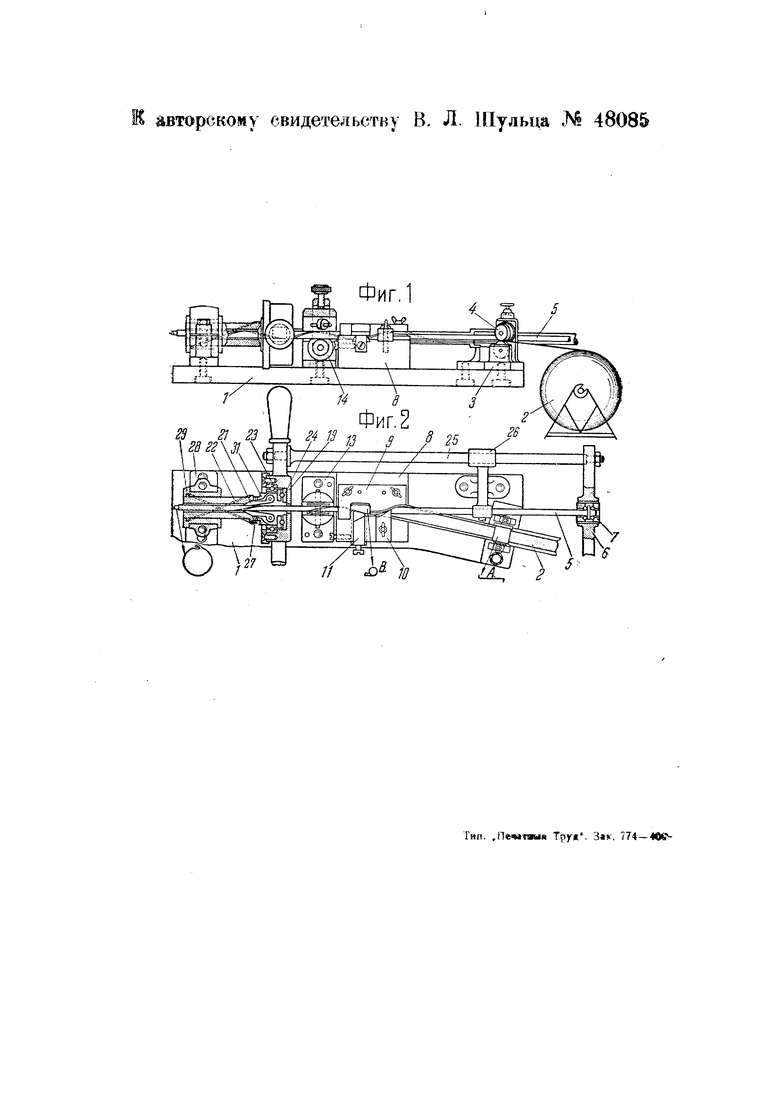
На чертеже фиг. 1 изображает продольный вид станка; фиг. 2 - станок в плане, с частичным разрезом механизмов: Л) станина / с монтированными на ней профилирующими ленту вальцами 5; В) комбинированная протяжная брошка 8; калибрующий дорн 5; система роликов J3, заглаживающих фальц (шов); клеидевая головка 19 с цангами 2/ и винтовым калибром - втулкой 22; корпус 28 с маточной резьбовой гайкой 29; связывающая ведущая опорная рама 25. Калиброванная предварительно перфорированная железная лента толщиной от 0,07 до 0,25 .«-«, шириной от 10 до 50мм (по расчету), непрерывно сматывается с рулона 2 и проходит в вальцы 4 профилировки (механизм А}.
По направлению движения ленты правая сторона ее обхватывает калибрующий дорн 5 и ребром вверх набегает на винтовой профиль пластинки 9. В верхнем положении ребро ленты вынуждается к перевалу на профильной колодке W. которая имеет форму винтовой лиНИИ; стекая с колодки, входит в I положение замка (меха11изм В},
Левое ребро ленть имеет напрявление под углом к вальца к и течет, у пирвясь о конический борг брошки (Ч, где , а центре ножз // происхоаи7 зафаль- довка трубки.
Завитая таким образок трубка попадает под заглаживзюидие шов вальцы 4, которые его хорошо уплотняют.
Клещевая головка 9 объединяет всю систему движения; сходяща55 с дор.на 5 навитая трубка при поступательном движении схватывается одновременно четырьмя цангами 2J, которые принудительно вклиниванэтся в конус винтового калибра 22 и крепко обхватывают : трубку, г ри «имая ее к дорву 5, Маточ- ; ный резьбовой патрон 29 по своим винТОВЫ1Ч каналам (нарезкам) принун- дает . SCEO систему вращаться по правильней спирали. Радиальный подшипник 23. подпятник 24 и конусные подшипники дорка облегчают т эение.
При обратном ходе клетевой головки трубка задержи1яае -гя системой КОБ 13. 1Угифгы 27, специальна:- -стзновленные в ндангах 2. попадэч к отверстия, зэсаерпенные под углом R 20 подьшаюг и,анги и этим освобо;кяй1от i трубку, одновременно освобождая и дорн. | так как с головкой связане рама 25, | устанОВленная на кронштейнах .26. и топе-
речник 6, в котором между конусными подшипниками 7 укреплен дорн J.
Движение станков происходит поточHG; периодически повторяясь, и станок мс(жет свободно устанавливаться через редуктор и эксцентрик под привод.
Желаемую длину трубки отрезают ножовкой или специальными ножницами, которые устанавливаются за выходной стойкой станка.
Предмет изобретения.
{.Станок для изготовления из ленточного гматериала трубок со спиральным зафальцованнь.л швом, отличающийся
тем, что на пути движения ленты последовательно расположены пластинка 9 с рабочей винтовой поверхностью для поворота ленты на ребро, профильная колодка 10 для дальнейшего скручивания лентьЕ в спиральную трубку, профиль/
колодка
ДЛИ закрывания шва
трубки и ролики 14 для зафальцовываНИЯ Н|Вй.
2. В станке по п. 1 применение для захвата и продвижения трубки головки / с врашательно монтированной s ней гииьзой J/, С - абженной шар}нирными губками - цангами 2/ для захвата трубки и торцевыми зубцами 27 для сцепления со втулкой 22, получающей в гай90
винтовое движение,
f / fj 9 / г
Фиг,1
:
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для набивания трубок положительного электрода щелочного аккумулятора | 1935 |
|
SU46283A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Способ изготовления пластмассовой трубы большого диаметра и экструзионный инструмент | 1990 |
|
SU1823818A3 |
| Печатный станок | 1936 |
|
SU52347A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Оболочка для комплексной защиты теплоизолированных труб | 2020 |
|
RU2780393C2 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Станок для изготовления спиральных пружин кручения | 1957 |
|
SU124410A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |