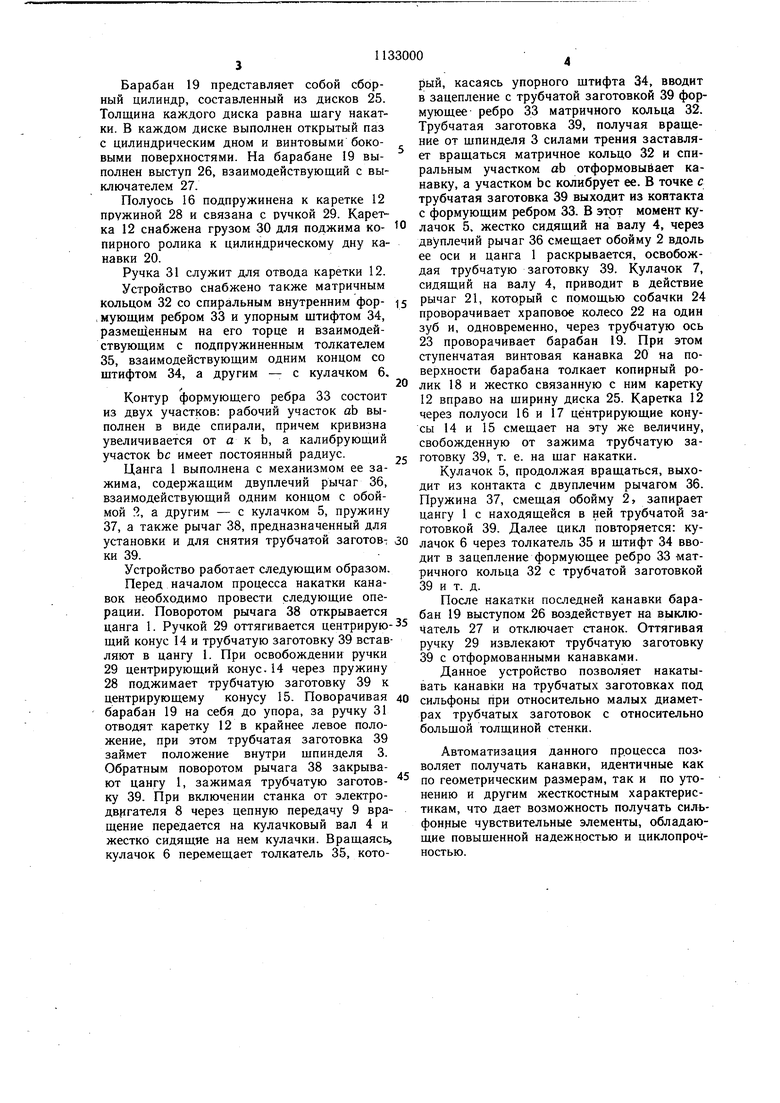
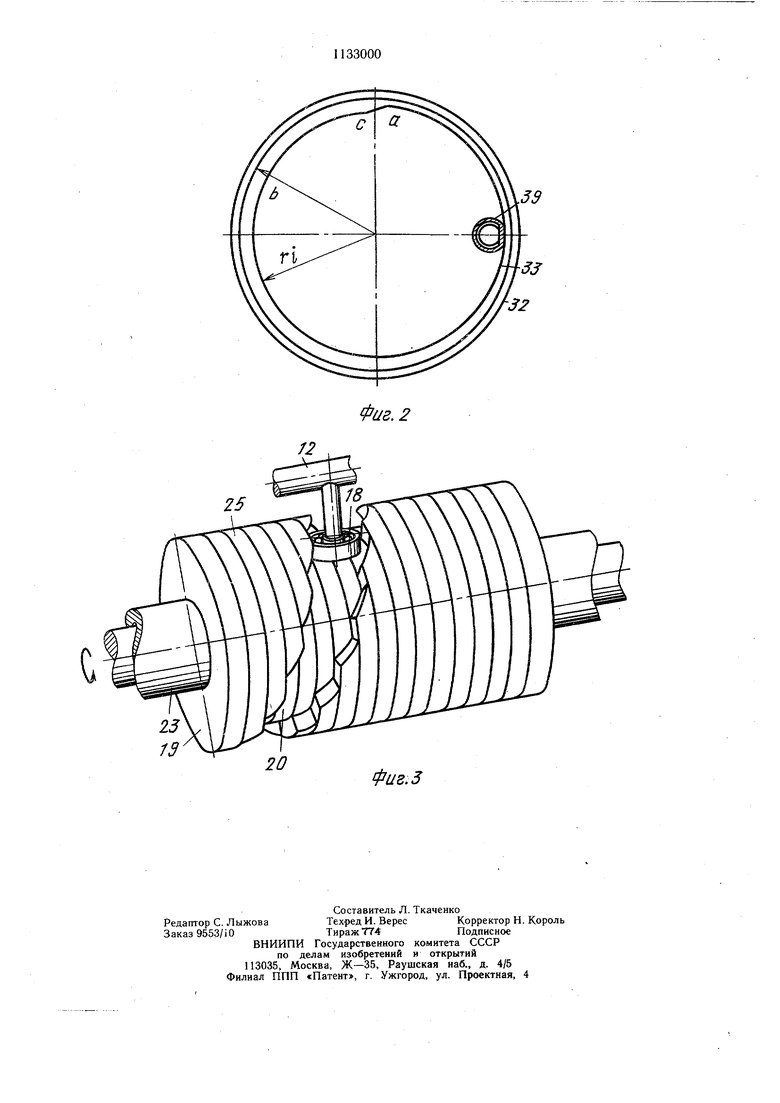
Изобретение относится к обработке металлов давлением и предназначено в основном для автоматизированной накатки канавок на трубчатых заготовках при изготовлении сильфонных чувствительных элементов. Известно устройство для накатки канавок, в котором каждая канавка на трубчатой заготовке получается отдельным матричным кольцом, закрепленным в подшипнике на одном конце рычага, который соединен другим своим концом с кулачковым механизмом, а все кулачки находятся на подвижной оси, соединенной с приводом. При помощи дополнительного механизма каждый кулачок поочередно включается в работу по накатке канавок 1. Недостатком данного устройства является его многозвенность: каждая деталь (матричное кольцо, рычаг, кулачки и т.и д.) одного звена, «обслуживающего только одну соответствующую ему канавку, отличается от аналогичных деталей другого звеобслуживающего другую, соответствующую этому звену канавку, причем погрешности всех деталей в каждом звене суммируются, накатываемые канавки будут отличаться друг от друга по глубине, утонению и т. д. Одновременно на данном устройстве из-за наличия оправки не могут накатываться канавки на трубках малого диаметра и с относительно больщой толщиной стенки, поскольку необходимые в таком случае усилия приведут к возникновению в оправке недопустимых напряжений и деформаций и скорый излом. Наиболее близким к изобретению по технической сущности и достигаемому эффекту я-вляется устройство для накатки кольцевых канавок на трубчатых заготовках, содержащее установленный на станине узел крепления заготовки, выполненный в виде цанги и механизма зажима цанги с обоймой, механизм подачи заготовки на накатки и матричное кольцо со спиральным внутренним деформирующим ребром, установленным на станине с возможностью перемещения перпендикулярно оси цанги и вращения вокруг своей оси 2. Недостатком известного устройства являетсй низкая производительность, так как матричное кольцо вводят в зацепление с заготовкой и перемещают заготовку вручную. Целью изобретения является повышение производительности. Для достижения цели устройство, для накатки кольцевых канавок на трубчатых заготовках, содержащее установленный на станине узел крепления заготовки, выполненный в виде цанги и механизма зажима- цанги с обоймой, механизм подачи заготовки на шаг накатки и матричное кольцо шаг со спиральным внутренним формующим ребром, установленным на станине с возможностью перемещения перпендикулярно оси цанги и вращения вокруг своей оси, снабжено приводным кулачковым валом с тремя кулачками, один из которых выполнен с профилированной торцовой поверхностью, а два - с профилированной боковой поверхностью каждый, механизм зажима цанги выполнен в виде двуплечего рычага, соединенного одним плечом с кулачком;, имеющим профилированную торцовую поверхность, а другим - с обоймой, механизм подачи заготовки на шаг накатки выполнен в виде каретки, установленной с возможностью перемещения вдоль оси цанги и имеющей центрирующие конусы для заготовки и копирный ролик, барабана со ступенчатой винтовой копирной канавкой для размещения копирного ролика, рычага, взаимодействующего с одним из кулачков. имеющих профилированную боковую поверхность, и храпового механизма, колесо которого закреплено на оси барабана, а собачка - на рычаге, при этом матричное кольцо снабжено упорным штифтом, размещенным на его торце, и подпружиненным толкателем, установленным с возможностью взаимодействия с упорным штифтом, одним концом, а другим - с вторым кулачком, имеющим профилированную боковую поверхность. Барабан механизма зажима цанги выполнен из дисков с толщиной, равной шагу накатки, и с от.крытым пазом на каждом, имеющим цилиндрическое дно и стенки по винтовой поверхности. На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - матричное кольцо; на фиг. 3 - конструкция барабана. Устройство содержит цангу 1 с обоймой 2, установленной в шпинделе 3, кулачковый вал 4 с кулачком 5, имеющим профилированную торцовую поверхность, и кулачками 6 и 7 с профилированной боковой поверхностью, связанный с электродвигателем 8 через цепную передачу 9. Электродвигатель 8 связан с другой стороны с шестернями 10 и И, последняя из которых устаиовлена на шпинделе 3. Устройство содержит также механизм подачи заготовки на шаг накатки, выполненный в виде Каретки 12, установленной в направляющих 13 и имеющей центрирующие конусы 14 и 15, установленные на полуосях 16 и 17, и копирный ролик 18, барабан 19 со ступенчатой винтовой копирной канавкой 20, рычага 21, взаимодействующего с кулачком 7 и храпового механизма, колесо 22 которого закреплено на трубчатой оси 23 барабана 19, собачки 24, установленной на рычаге 21. Барабан 19 представляет собой сборный цилиндр, составленный из дисков 25. Толщина каждого диска равна шагу накатки. В каждом диске выполнен открытый паз с цилиндрическим дном и винтовыми боковыми поверхностями. На барабане 19 выполнен выступ 26, взаимодействующий с выключателем 27. Полуось 16 подпружинена к каретке 12 пружиной 28 и связана с ручкой 29. Каретка 12 снабжена грузом 30 для поджима копирного ролика к цилиндрическому дну канавки 20. Ручка 31 служит для отвода каретки 12. Устройство снабжено также матричным кольцом 32 со спиральным внутренним фор, мующим ребром 33 и упорным штифтом 34, размецхенным на его торце и взаимодействующим с подпружиненным толкателем 35, взаимодействующим одним концом со штифтом 34, а другим - с кулачком 6. Контур формующего ребра 33 состоит из двух участков: рабочий участок аЬ выполнен в виде спирали, причем кривизна увеличивается от а к Ь, а калибрующий участок be имеет постоянный радиус. Цанга I выполнена с механизмом ее зажима, содержащим двуплечий рычаг 36, взаимодействующий одним концом с обоймой 2, а другим - с кулачком 5, пружину 37, а также рычаг 38, предназначенный для установки и для снятия трубчатой заготов Устройство работает следующим образом. Перед началом процесса накатки канавок необходимо провести следующие операции. Поворотом рычага 38 открывается цанга 1. Ручкой 29 оттягивается центрирующий конус 4 и трубчатую заготовку 39 вставляют в цангу 1. При освобождении ручки 29 центрирующий конус. 14 через пружину 28 поджимает трубчатую заготовку 39 к центрирующему конусу 15. Поворачивая барабан 19 на себя до упора, за ручку 31 отводят каретку 12 в крайнее левое положение, при этом трубчатая заготовка 39 займет положение внутри шпинделя 3. Обратным поворотом рычага 38 закрывают цангу 1, зажимая трубчатую заготовку 39. При включении станка от электродв51гателя 8 через цепную передачу 9 вращение передается на кулачковый вал 4 и жестко сидящие на нем кулачки. Вращаясь, кулачок 6 перемещает толкатель 35, который, касаясь упорного щтифта 34, вводит в зацепление с трубчатой заготовкой 39 формующее ребро 33 матричного кольца 32. Трубчатая заготовка 39, получая вращение от щпинделя 3 силами трения заставляет вращаться матричное кольцо 32 и спиральным участком оЬ отформовывает канавку, а участком be калибрует ее. В точке с трубчатая заготовка 39 выходит из контакта с формующим ребром 33. В этот момент кулачок 5. жестко сидящий на валу 4, через двуплечий рычаг 36 смещает обойму 2 вдоль ее оси и цанга 1 раскрывается, освобождан трубчатую заготовку 39. Кулачок 7, сидящий на валу 4, приводит в действие рычаг 21, который с помощью собачки 24 проворачивает храповое колесо 22 на один зуб и, одновременно, через трубчатую ось 23 проворачивает барабан 19. При этом ступенчатая винтовая канавка 20 на поверхности барабана толкает копирный ролик 18 и жестко связанную с ним каретку 12 вправо на ширину диска 25. Каретка 12 через полуоси 16 и 17 центрирующие конусы 14 и 15 смещает на эту же величину, свобожденную от зажима трубчатую заготовку 39, т. е. на шаг накатки. Кулачок 5, продолжая вращаться, выходит из контакта с двуплечим рычагом 36. Пружина 37, смещая обойму 2, запирает цангу 1 с находящейся в ней трубчатой заготовкой 39. Далее цикл повторяется: кулачок 6 через толкатель 35 и щтифт 34 вводит в зацепление формующее ребро 33 матричного кольца 32 с трубчатой заготовкой 39 и т. д. После накатки последней канавки барабан 19 выступом 26 воздействует на выклю 27 и отключает станок. Оттягивая 29 извлекают трубчатую заготовку 39 с отформованными канавками. Данное устройство позволяет накатывать канавки на трубчатых заготовках под сильфоны при относительно малых диаметрд трубчатых заготовок с относительно большой толщиной стенки. Автоматизация данного процесса позволяет получать канавки, идентичные как по геометрическим размерам, так и по утонению и другим жесткостным характеристикам, что дает возможность получать сильфонные чувствительные элементы, обладающие повышенной надежностью и циклопрочностью.
58
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Матричное кольцо для накатки поперечных канавок на тонкостенных трубках | 1981 |
|
SU940924A2 |
| Матричное кольцо для накатки поперечных канавок на тонкостенных трубках | 1979 |
|
SU874242A1 |
| Станок для фасонной обработки труб | 1991 |
|
SU1780941A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Устройство для установки клиньев в пазы якорей электрических машин | 1980 |
|
SU920969A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
1. УСТРОЙСТВО ДЛЯ НАКАТКИ КОЛЬЦЕВЫХ КАНАВОК НА ТРУБЧАТЫХ ЗАГОТОВКАХ, содержащее установленный на станине узел крепления заготовки, выполненный в виде цанги и механизма зажима цанги с обоймой, механизм подачи заготовки на шаг накатки и матричное коль цо со спиральным внутренним формующим ребром, установленным на станине с возможностью перемещения перпендикулярно оси цанги и вращения вокруг своей оси, отличающееся тем, что, с целью повыщения производительности, оно снабжено приводным кулачковым валом с тремя кулачками, один из которых выполнен с профилированной торцовой поверхностью, а два - с профилированной боковой поверхностью каждый, механизм зажима цанги выполнен в виде двуплечего рычага, соединенного одним плечом с кулачком, имеющим профилированную торцовую поверхность, а другимс обоймой, механизм подачи заготовки на шаг накатки выполнен в виде каретки, установленной с возможностью перемещения вдоль оси цанги и имеющей центрирующие конусы для 3airoTOBKH и копирный ролик, барабана со ступенчатой винтовой копирной канавкой для размещения копирного ролика, рычага, взаимодействующего с одним из кулачков, имеющих профилированную боковую поверхность, и храпового механизма, колесо которого закреплено на оси барабана, а собачка - на рычаге, при этом матричное кольцо снабжено упорным щтифтом, размещенным на его торце, и подпружиненным толкателем, установленным с возможностью взаимодействия с упорным щтифтом одним концом, а другим-с вторым кулачком, имеющим профилированную боковую поверхность. 2. Устройство по п. 1, отличающееся тем, что барабан механизма зажима цанги выполнен из дисков толщиной, равной щагу накатки, и с открытым пазом на каждом, имеющим цилиндрическое дно и стенки по винтовой поверхности.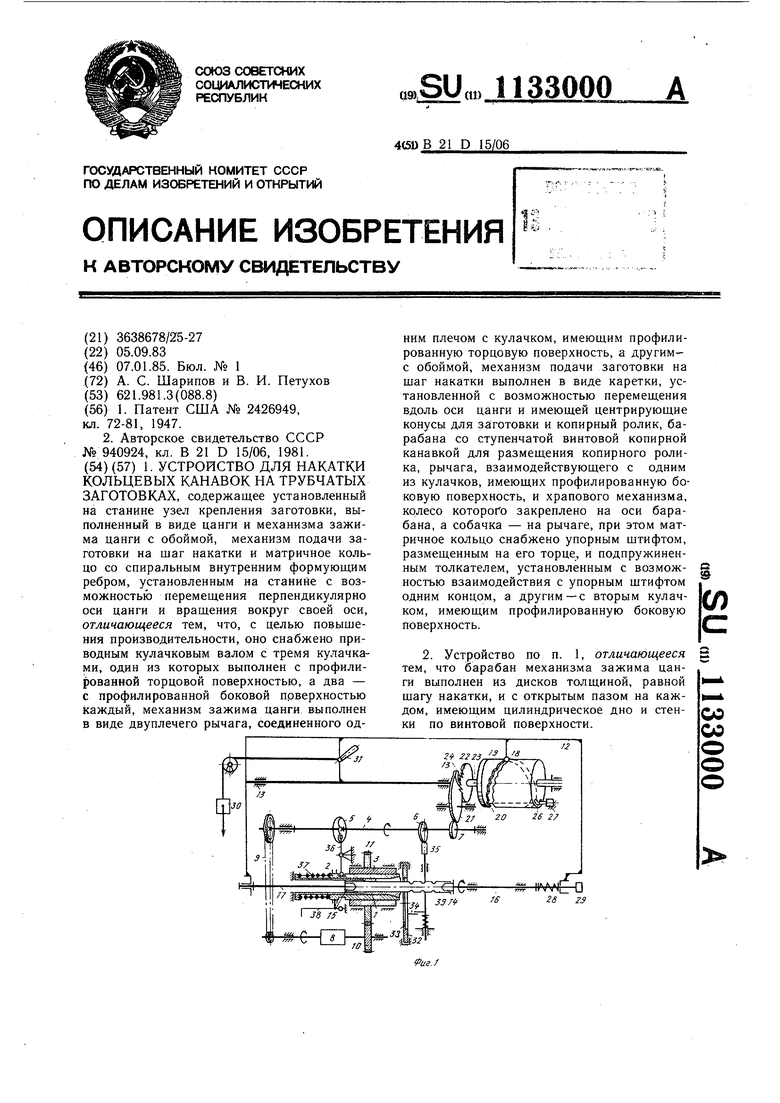
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| РЕЦИРКУЛЯЦИОННАЯ ВОЗДУШНАЯ ЗАВЕСА | 2009 |
|
RU2426949C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Матричное кольцо для накатки поперечных канавок на тонкостенных трубках | 1981 |
|
SU940924A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
